9 ciclos par a la tr aslación de coor denadas, Ejemplo: traslación de coordenadas – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manual del usuario
Página 440
440
8 Programación: Ciclos
8.9 Ciclos par
a
la tr
aslación de coor
denadas
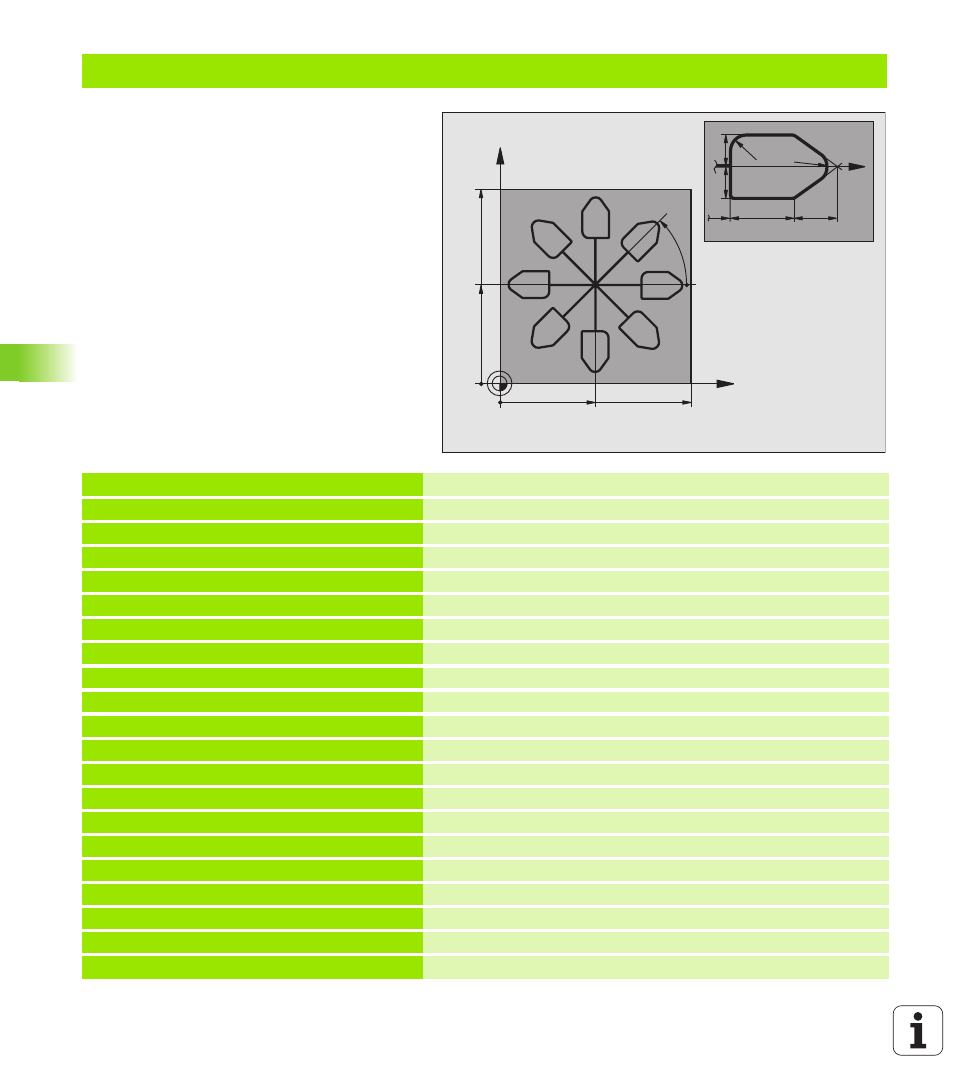
Ejemplo: Traslación de coordenadas
Desarrollo del programa
Traslación de coordenadas en el pgm principal
Programación del mecanizado en el
subprograma, véase "Subprogramas", pág.
473
%KOUMR G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definición pieza bruto
N20 G31 G90 X+130 Y+130 Z+0 *
N30 G99 T1 L+0 R+1 *
Definición de la herramienta
N40 T1 G17 S3500 *
Llamada de herramienta
N50 G00 G40 G90 Z+250 *
Desplazar herramienta libremente
N60 G54 X+65 Y+65 *
Desplazamiento del punto cero al centro
N70 L1,0 *
Llamada al fresado
N80 G98 L10 *
Fijar una marca para la repetición parcial del programa
N90 G73 G91 H+45 *
Giro a 45° en incremental
N100 L1,0 *
Llamada al fresado
N110 L10,6 *
Retroceso al LBL 10; en total seis veces
N120 G73 G90 H+0
Anular el giro
N130 G54 X+0 Y+0 *
Cancelar el desplazamiento del punto cero
N140 G00 Z+250 M2 *
Desplazar libremente la herramienta, final del programa
N150 G98 L1 *
Subprograma 1:
N160 G00 G40 X+0 Y+0 *
Determinación del fresado
N170 Z+2 M3 *
N180 G01 Z-5 F200 *
N190 G41 X+30 *
N200 G91 Y+10 *
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10