Pág. 386, 6 ciclos sl – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manual del usuario
Página 386
386
8 Programación: Ciclos
8.6 Ciclos SL
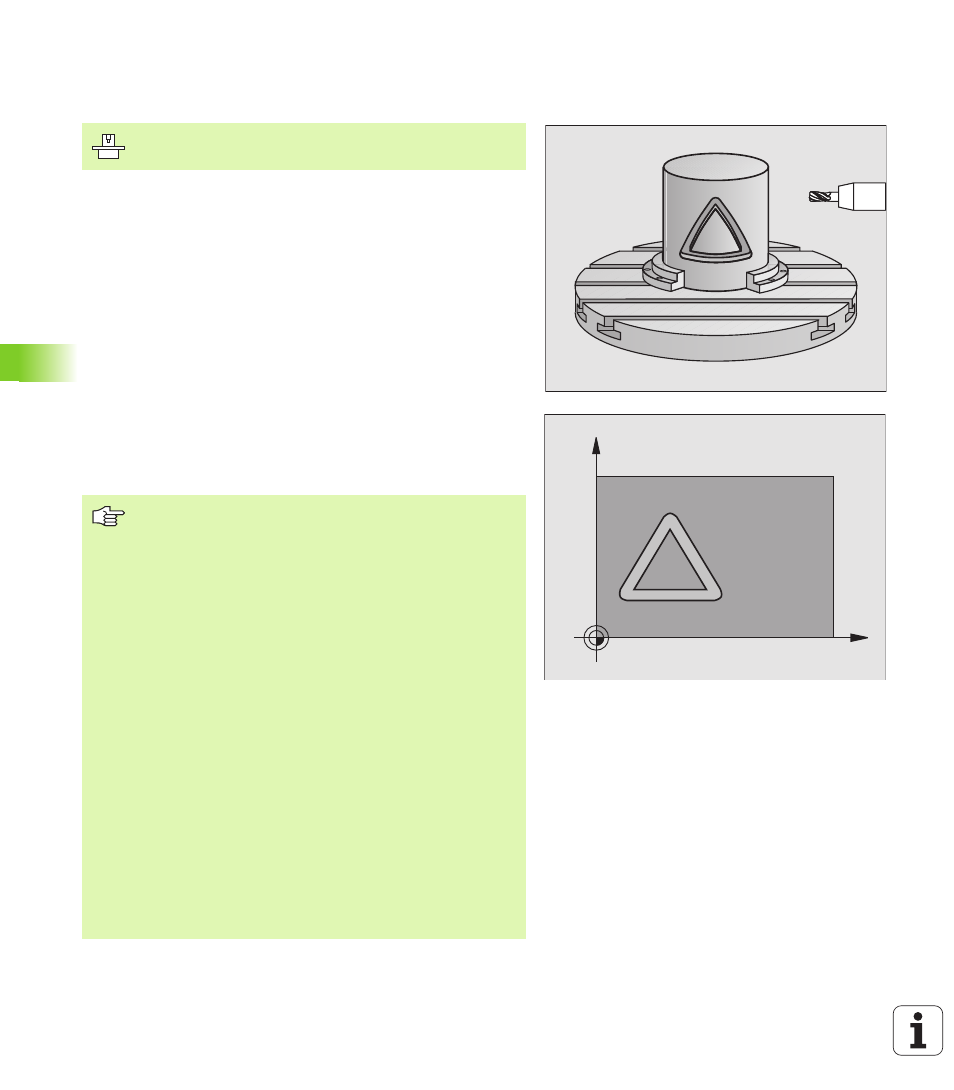
SUPERFICIE CILINDRICA (ciclo G128, opción de
software 1)
Con este ciclo se puede transferir el desarrollo de la guía de una
ranura, definida sobre la superficie de un cilindro. Al contrario que en
el ciclo G127, en este ciclo el TNC posiciona la hta. de tal forma que
cuando está activada la corrección de radio las paredes se mecanizan
paralelas entre si. Programar la trayectoria de punto medio del
contorno introduciendo la corrección de radio de la herramienta.
Mediante la corrección del radio se fija si el TNC crea la ranura en
sentido de la marcha o en sentido contrario a la marcha:
1
El TNC posiciona la hta. sobre el punto de profundización:
2
En la primera profundidad de pasada la hta. fresa la pared de la
ranura con el avance de fresado Q12; para ello tiene en cuenta la
sobremedida de acabado lateral
3
Al final del contorno el TNC desplaza la hta. a la pared contraria de
la ranura y retrocede al punto de profundización
4
Se repiten los pasos 2 y 3, hasta alcanzar la profundidad de fresado
Q1 programada
5
A continuación la hta. se desplaza a la distancia de seguridad
C
Z
El constructor de la máquina prepara la máquina y el TNC.
Antes de la programación deberá tenerse en cuenta
Programar siempre ambas coordenadas de la superficie
cilíndrica en la primera frase NC del subprograma de
contorno.
La memoria de un ciclo SL es limitada. Por ejemplo, se
pueden programar como máximo 1024 frases lineales.
En el ciclo, el signo del parámetro Profundidad determina la
dirección del mecanizado. Si se programa la profundidad = 0,
el TNC no ejecuta el ciclo.
Debe utilizarse una fresa con dentado frontal cortante en
el centro (DIN 844).
El cilindro debe estar sujeto a la mesa giratoria y centrado.
El eje de la herramienta debe desplazarse
perpendicularmente al eje de la mesa giratoria. Si no es
así, el TNC emite un aviso de error.
Este ciclo puede ejecutarse también en el plano de
mecanizado inclinado.
El TNC comprueba si la trayectoria con y sin corrección de
la hta. se encuentra dentro del margen de visualización del
eje giratorio (definido en el parámetro de máquina
MP810.x). En caso de aviso de error "error de programación
del contorno" fijar, si es necesario, MP 810.x = 0.