1 movimientos de la herramienta, Funciones de trayectoria, Funciones auxiliares m – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manual del usuario
Página 196: Programación de parámetros q, Ovimientos de la herramienta
196
6 Programación: Programar contornos
6.1 Mo
vimient
o
s de la her
ramienta
6.1 Movimientos de la herramienta
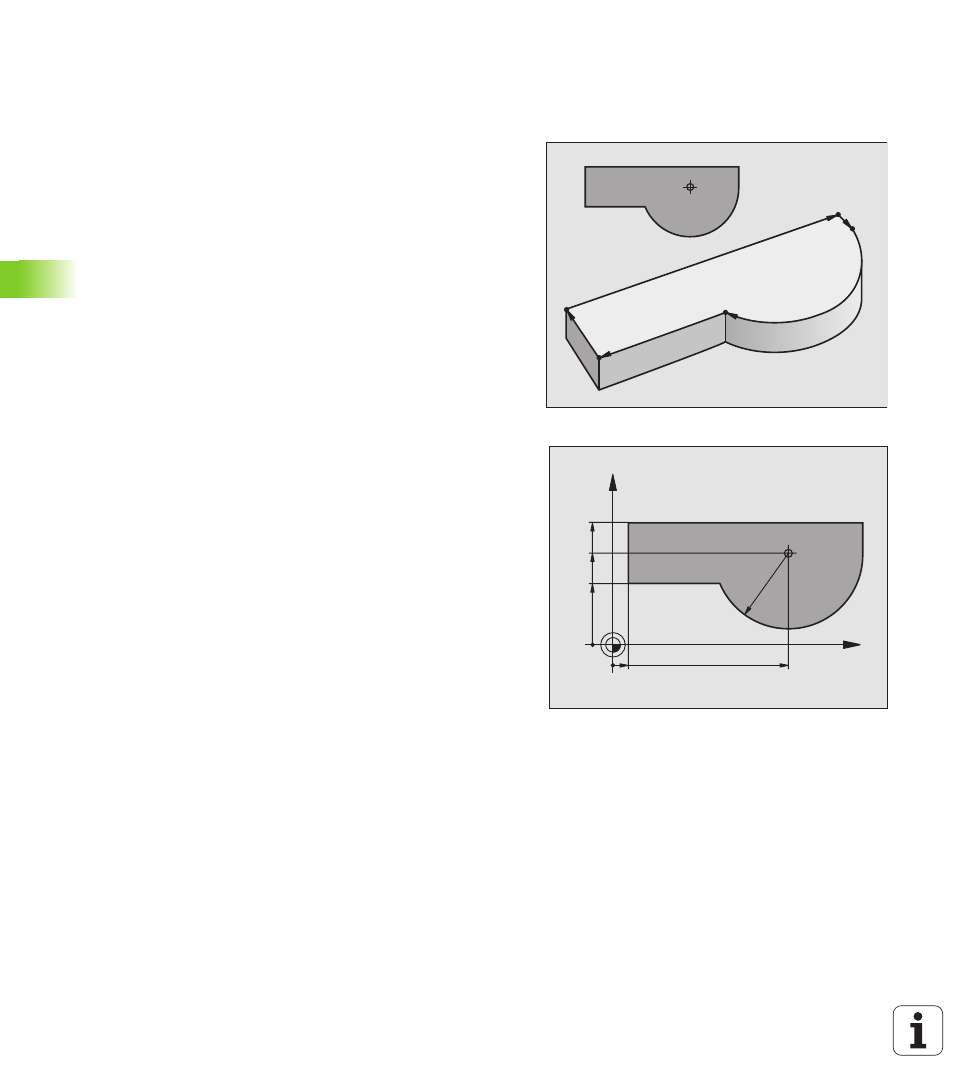
Funciones de trayectoria
El contorno de una pieza se compone normalmente de varios
elementos de contorno como rectas y arcos de círculo. Con las
funciones de trayectoria se programan los movimientos de la
herramienta para rectas y arcos de círculo.
Funciones auxiliares M
Con las funciones auxiliares del TNC se controla
la ejecución del programa, p.ej. una interrupción de la ejecución del
pgm
las funciones de la máquina, como conectar y desconectar el
cabezal y el refrigerante
el comportamiento de la trayectoria de la herramienta
Subprogramas y repeticiones parciales de un
programa
Los pasos de mecanizado que se repiten se programan una sola vez
como subprograma o repetición parcial de un programa. Cuando se
quiere realizar sólo una parte del programa bajo determinadas
condiciones, dichos pasos del programa también se determinan como
un subprograma. Además un programa de mecanizado puede llamar y
ejecutar otro programa.
La programación con subprogramas y repeticiones parciales del
programa se describe en el capítulo 9.
Programación de parámetros Q
En el programa de mecanizado hay parámetros Q que representan
valores numéricos: a un parámetro Q se le asigna en otra posición un
valor numérico. Con parámetros Q se pueden programar funciones
matemáticas, que controlan la ejecución del programa o que describen
un contorno.
Además con la ayuda de la programación de parámetros Q también se
pueden realizar mediciones durante la ejecución del programa con un
palpador 3D.
La programación con parámetros Q está descrita en el capítulo 10.
G01
G01
CC
G02
G01
X
Y
R40
115=I
10
80
60=J
40