Aplicación – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manual del usuario
Página 185
HEIDENHAIN iTNC 530
185
5.4 P
e
ri
pher
al Milling: Cor
rección de r
a
dio 3D con or
ientación de la hta.
5.4 Peripheral Milling: Corrección
de radio 3D con orientación de
la hta.
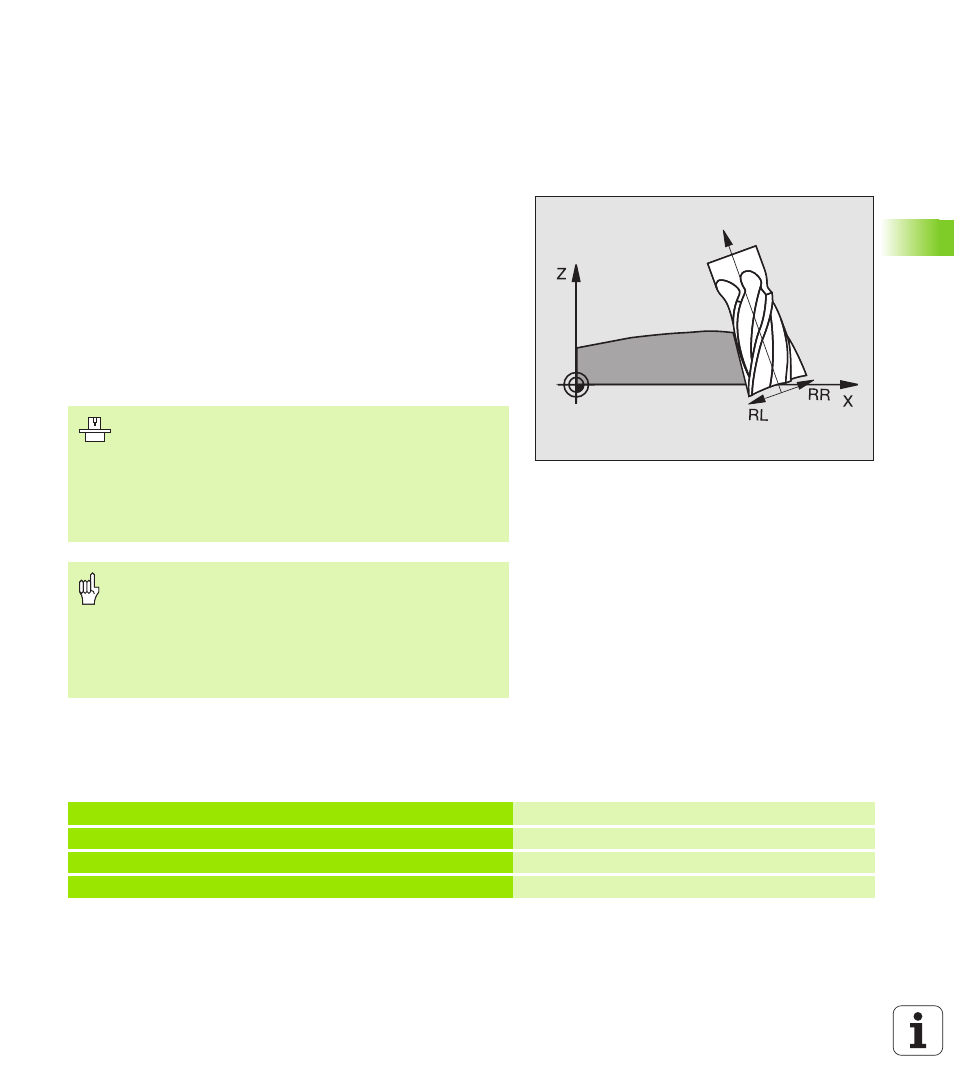
Aplicación
En el Peripheral Milling el TNC desplaza la hta. perpendicularmente a
la dirección del movimiento y a la dirección de la hta. según la suma
de los valores delta DR(tabla de htas. y frase T). La dirección de la
corrección se determina con la corrección de radio G41/G42 (véase la
figura arriba a la decha, dirección de movimiento Y+).
Para que el TNC pueda alcanzar la orientación de la hta. indicada, debe
activarse la función M128 (véase "Mantener la posición del extremo de
la herramienta durante el posicionamiento de los ejes basculantes
(TCPM): M128 (opción de software 2)" en pág. 256) y a continuación la
corrección del radio de la hta. El TNC posiciona los ejes giratorios de la
máquina automáticamente, de tal manera que la herramienta alcance
la orientación indicada con la corrección activa.
La orientación de la hta. se puede definir en una frase G01 tal como se
describe a continuación.
Ejemplo: Definición de la orientación de la hta. con M128 y
coordenadas de los ejes giratorios
Esta función sólo es posible en máquinas, en las que sean
definibles ángulos espaciales para la configuración de los
ejes basculantes. Rogamos consulten el manual de su
máquina.
El TNC no puede posicionar automáticamente los ejes
giratorios en todas las máquinas. Rogamos consulten el
manual de su máquina.
¡Peligro de colisión!
En máquinas cuyos ejes giratorios tienen un margen de
desplazamiento limitado, pueden aparecer movimientos
en los posicionamientos automáticos, que precisen por
ejemplo, un giro de 180° de la mesa. Rogamos presten
atención al peligro de colisión del cabezal con la pieza o
con el medio de sujeción.
N10 G00 G90 X-20 Y+0 Z+0 B+0 C+0 *
Posicionamiento previo
N20 M128 *
Activar M128
N30 G01 G42 X+0 Y+0 Z+0 B+0 C+0 F1000 *
Activar la corrección de radio
N40 X+50 Y+0 Z+0 B-30 C+0 *
Poner en marcha el eje giratorio (orientación de la hta.)