Acero inoxidable, Plasma n, Gas protector n – Hypertherm HyPerformance HPR130 Auto Gas Manual del usuario
Página 92: 130 a corte, Métrico inglés, Marcar
MODO DE OPERAR
4-20
HPR130 Auto Gas
Manual de Instrucciones
2
Nota: Este proceso produce un filo de corte más áspero y oscuro con más escoria pero menos variación de
ángulo de corte que el proceso 130A, H35/N
2
.
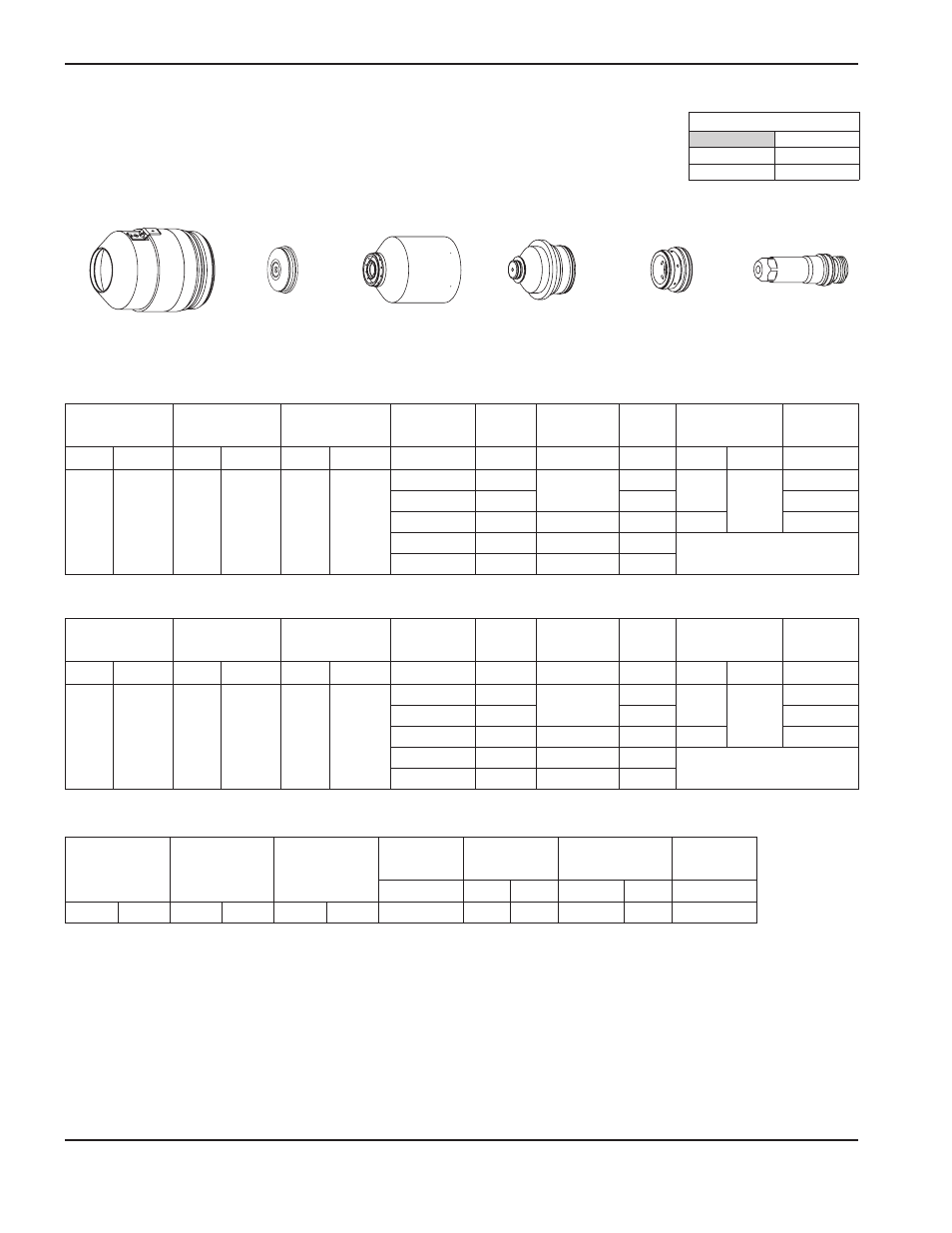
Acero inoxidable
Plasma N
2
/ gas protector N
2
130 A corte
220198
220173
220307
220179
220197
220176
Métrico
Inglés
Seleccione gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
pulg.
V
pulg.
ppm
pulg.
Factor %
seg.
N
2
N
2
19
51
75
23
1/4
153
0.120
75
0.240
200
0.3
3/8
156
55
0.5
1/2
162
0.140
30
0.280
0.8
5/8
167
0.150
25
—
3/4
176
0.170
15
Seleccione gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
140
Marcar
Seleccione gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
Factor %
seg.
N
2
N
2
19
51
75
23
6
153
3,0
1960
6,0
200
0,3
10
156
1300
0,5
12
162
3,5
900
7,0
0,8
15
167
3,8
670
—
20
176
4,3
305
Taza de flujo – lpm/scfh
N
2
Preflujo
97 / 205
Flujo de corte
79 / 168