Acero al carbono, Plasma o, Gas protector o – Hypertherm HyPerformance HPR130 Auto Gas Manual del usuario
Página 86: 30 a corte, Métrico, Inglés, Marcar
MODO DE OPERAR
4-14
HPR130 Auto Gas
Manual de Instrucciones
1
*Se recomienda “Perforación completa” para este grosor.
Acero al carbono
Plasma O
2
/ gas protector O
2
30 A corte
Nota: El aire debe conectarse para usar este proceso. Se usa como el gas de preflujo.
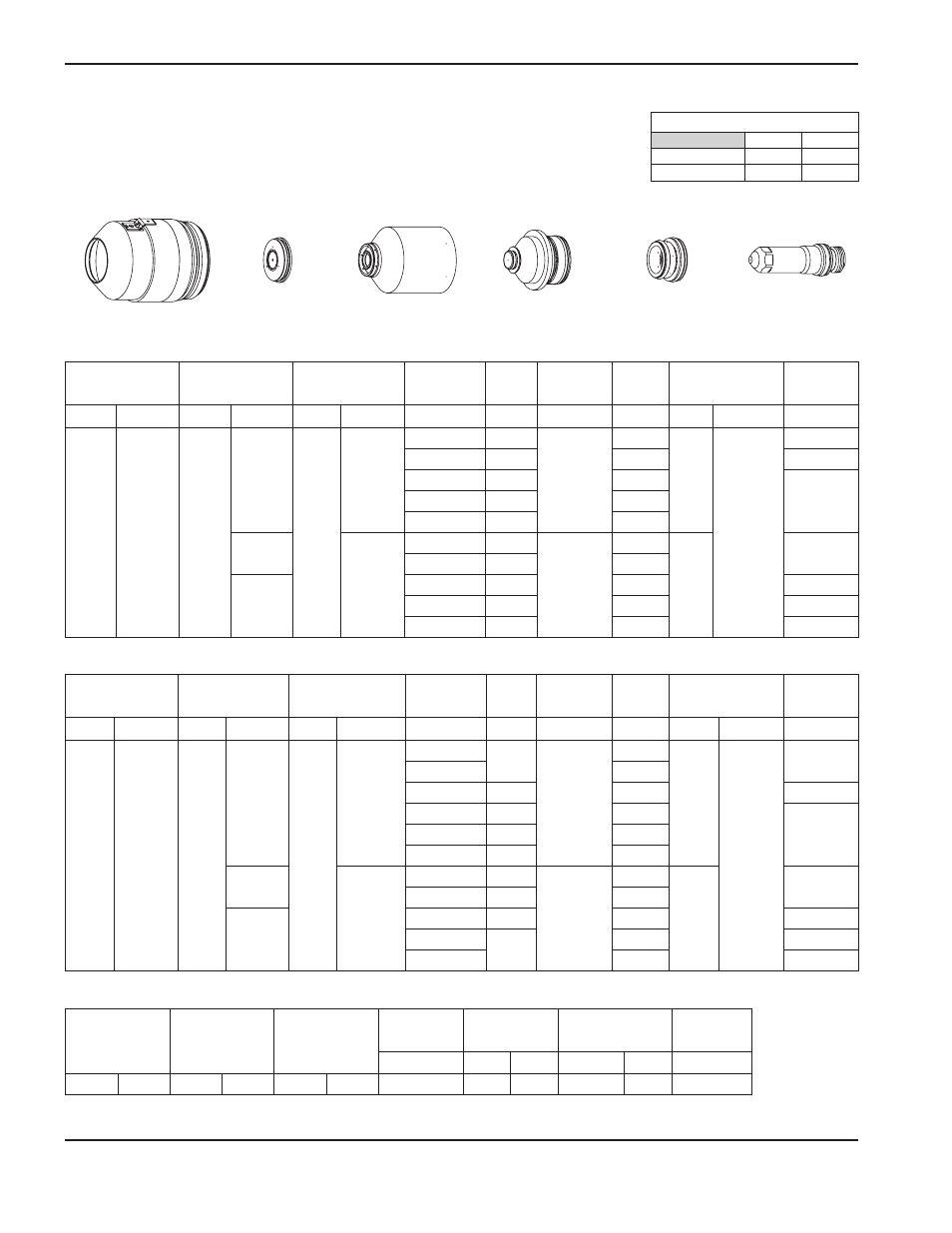
220194
220173
220192
220313
220180
220193
*
Seleccione gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
Factor
%
seg.
O
2
O
2
78
17
94
17
0,5
114
1,3
5355
2,3
180
0,1
0,8
115
4225
0,2
1
116
3615
0,3
1,2
117
2865
1,5
119
2210
35
7
2
120
1,5
1490
2,7
0,4
2,5
122
1325
75
3*
123
1160
0,5
4*
125
905
0,7
6*
128
665
1,0
Métrico
Seleccione gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma
Protección
Plasma
Protección
Plasma
Protección
pulg.
V
pulg.
ppm
pulg.
Factor %
seg.
O
2
O
2
78
17
94
17
0.018
114
0.050
215
0.090
180
0.1
0.024
200
0.030
115
170
0.2
0.036
116
155
0.3
0.048
117
110
0.060
119
85
35
7
0.075
120
0.060
60
0.110
0.4
0.105
122
50
75
0.135*
123
40
0.5
3/16*
128
30
0.7
1/4*
25
1.0
Inglés
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ppm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
105
Marcar
Taza de flujo – lpm/scfh
O
2
Aire
Preflujo
0 / 0
46 / 97
Flujo de corte
22 / 46
0 / 0