Ejemplo: grupo de taladros con varias herramientas – HEIDENHAIN TNC 640 (34059x-05) Manual del usuario
Página 296
Programación: Subprogramas y repeticiones parciales de un programa
8.6
Ejemplos de programación
8
296
TNC 640 | Modo de empleo Diálogo en lenguaje conversacional HEIDENHAIN | 4/2015
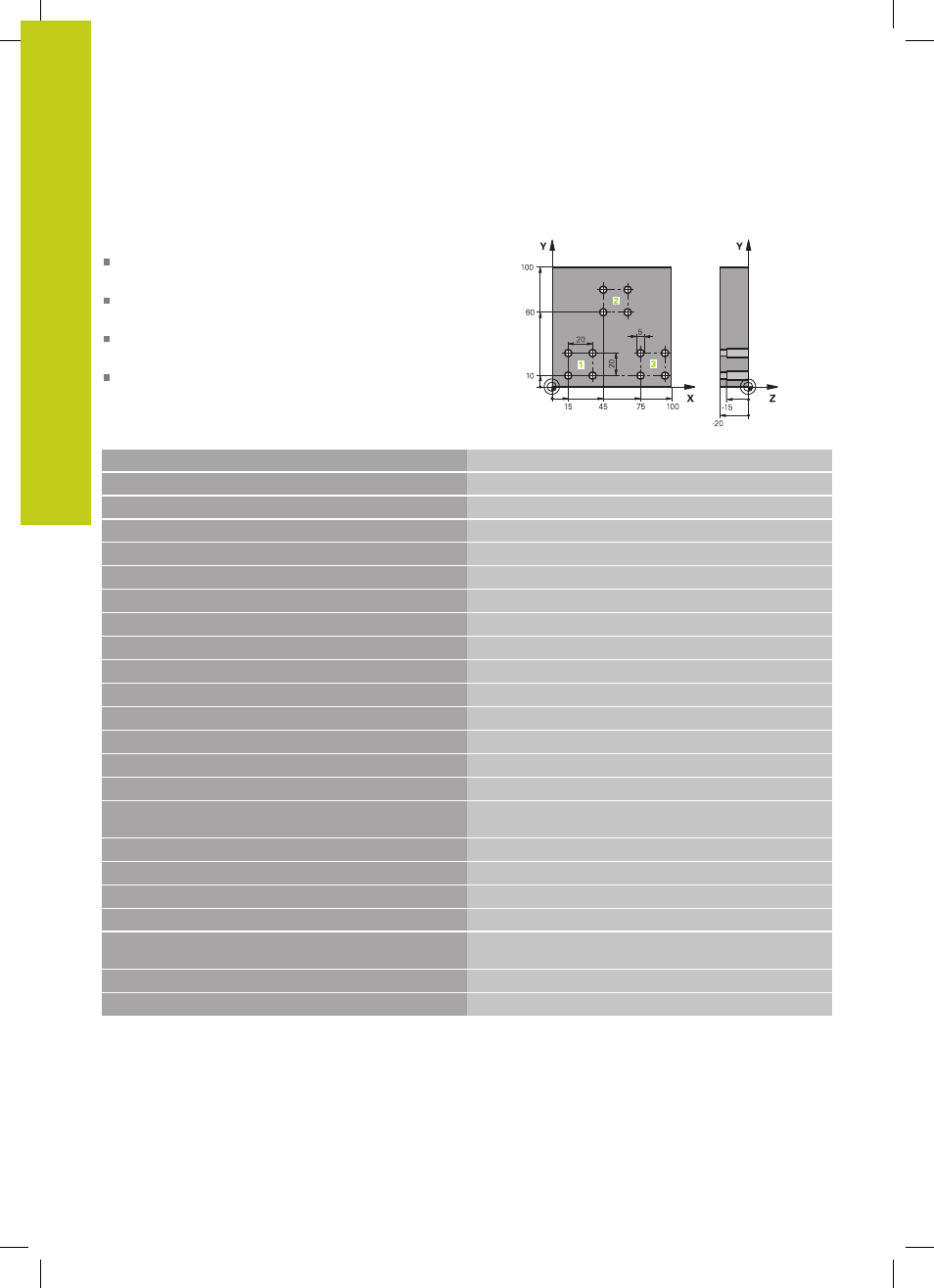
Ejemplo: Grupo de taladros con varias herramientas
Desarrollo del programa:
Programación de los ciclos de mecanizado en el
programa principal
Llamar a la figura completa de taladros (subprograma
1) en el programa principal
Desplazamiento al grupo de taladros (subprograma 1)
en el subprograma 1
Programar una sola vez el grupo de taladros en el
subprograma 2
0 BEGIN PGM UP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S5000
Llamada de herramienta Broca de centrado
4 L Z+250 R0 FMAX
Retirar la herramienta
5 CYCL DEF 200 TALADRAR
Definición del ciclo Centraje
Q200=2
;DISTANCIA SEGURIDAD
Q201=-3
;PROFUNDIDAD
Q206=250
;AVANCE PROFUNDIDAD.
Q202=3
;PASO PROFUNDIZACION
Q210=0
;TIEMPO ESPERA ARRIBA
Q203=+0
;COORD. SUPERFICIE
Q204=10
;2A DIST. SEGURIDAD
Q211=0,25
;TIEMPO ESPERA ABAJO
Q395=0
;REFERENCIA PROFUNDIDAD
6 CALL LBL 1
Llamada al subprograma 1 para la figura completa de
taladros
7 L Z+250 R0 FMAX
8 TOOL CALL 2 Z S4000
Llamada de herramienta Broca
9 FN 0: Q201 = -25
Nueva profundidad para Taladro
10 FN 0: Q202 = +5
Nueva aproximación para Taladro
11 CALL LBL 1
Llamada al subprograma 1 para la figura completa de
taladros
12 L Z+250 R0 FMAX
13 TOOL CALL 3 Z S500
Llamada de herramienta Escariador