Acero al carbono, Plasma o, Gas protector aire 200 a corte – Hypertherm HPR130XD Manual Gas Preventive Maintenance Program Rev.4 Manual del usuario
Página 97
1
MODO DE OPERAR
HPR260 Manual de gas
Manual de Instrucciones
4-15
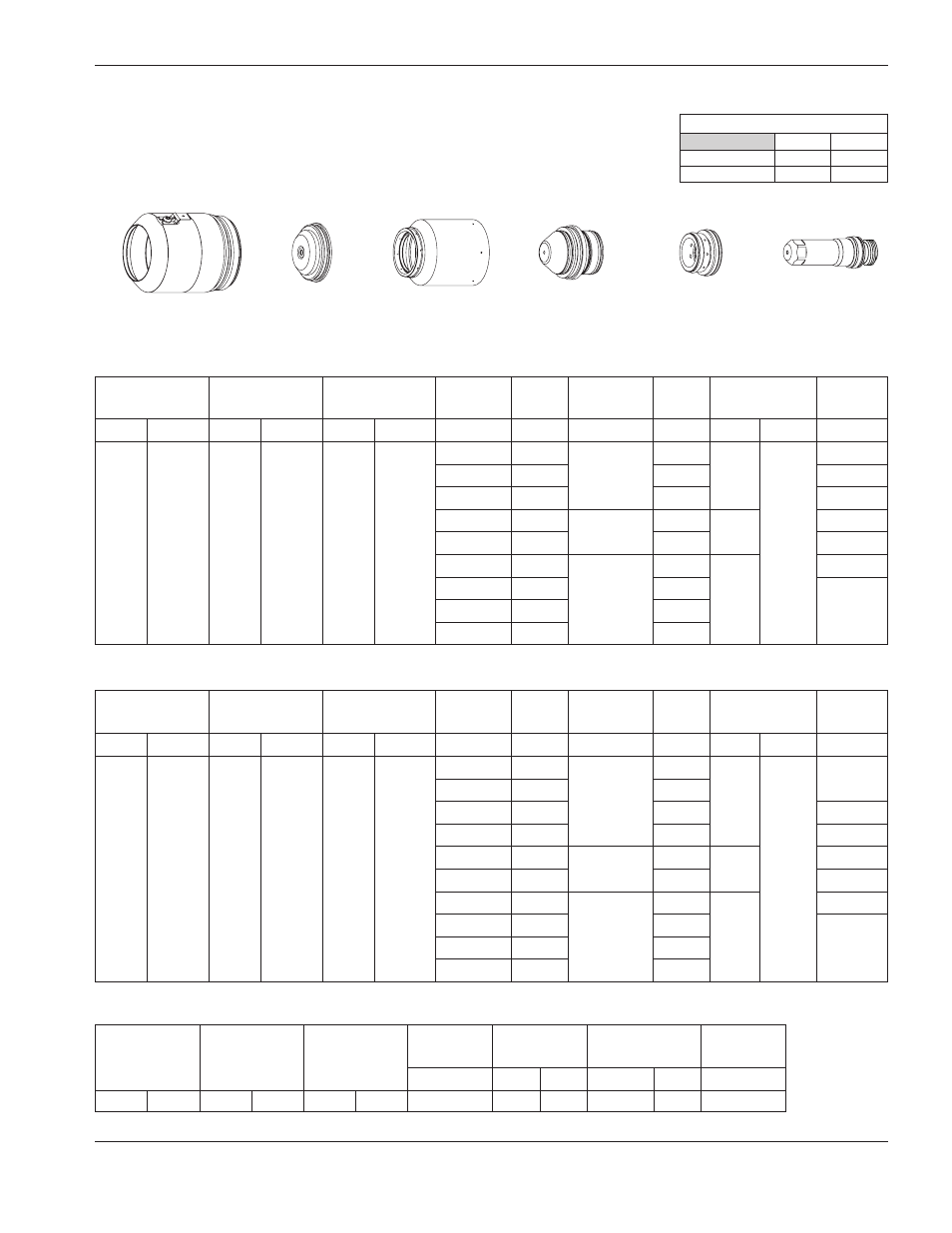
Acero al carbono
Plasma O
2
/ Gas Protector Aire
200 A Corte
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
factor %
seg.
O
2
Aire
24
65
69
28
6
124
3,3
5250
6,6
200
0,2
10
126
3460
0,3
12
128
3060
0,5
15
131
4,1
2275
8,2
0,6
20
133
1575
0,8
25
143
5,1
1165
10,2
1,0
32
145
750
Arranque
desde el
filo
38
152
510
50
163
255
Métrico
Inglés
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
pulg.
V
pulg.
ppm
pulg.
factor %
seg.
O
2
Aire
24
65
69
28
3/16
124
0.130
230
0.260
200
0.2
1/4
124
200
3/8
126
140
0.3
1/2
128
115
0.5
5/8
131
0.160
80
0.320
0.6
3/4
133
65
0.8
1
143
0.200
45
0.400
1.0
1-1/4
145
30
Arranque
desde el
filo
1-1/2
152
20
2
163
10
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ppm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
130
Marcar
Taza de flujo – lpm/scfh
O
2
Aire
Preflujo
0 / 0
128 / 270
Flujo de corte
39 / 82
48 / 101
220356
220398
220352
220355
220353
220354