7 ciclos par a la tr aslación de coor denadas – HEIDENHAIN TNC 320 (340 551-02) Manual del usuario
Página 307
TNC 320 de HEIDENHAIN
307
8.7 Ciclos par
a
la tr
aslación de coor
denadas
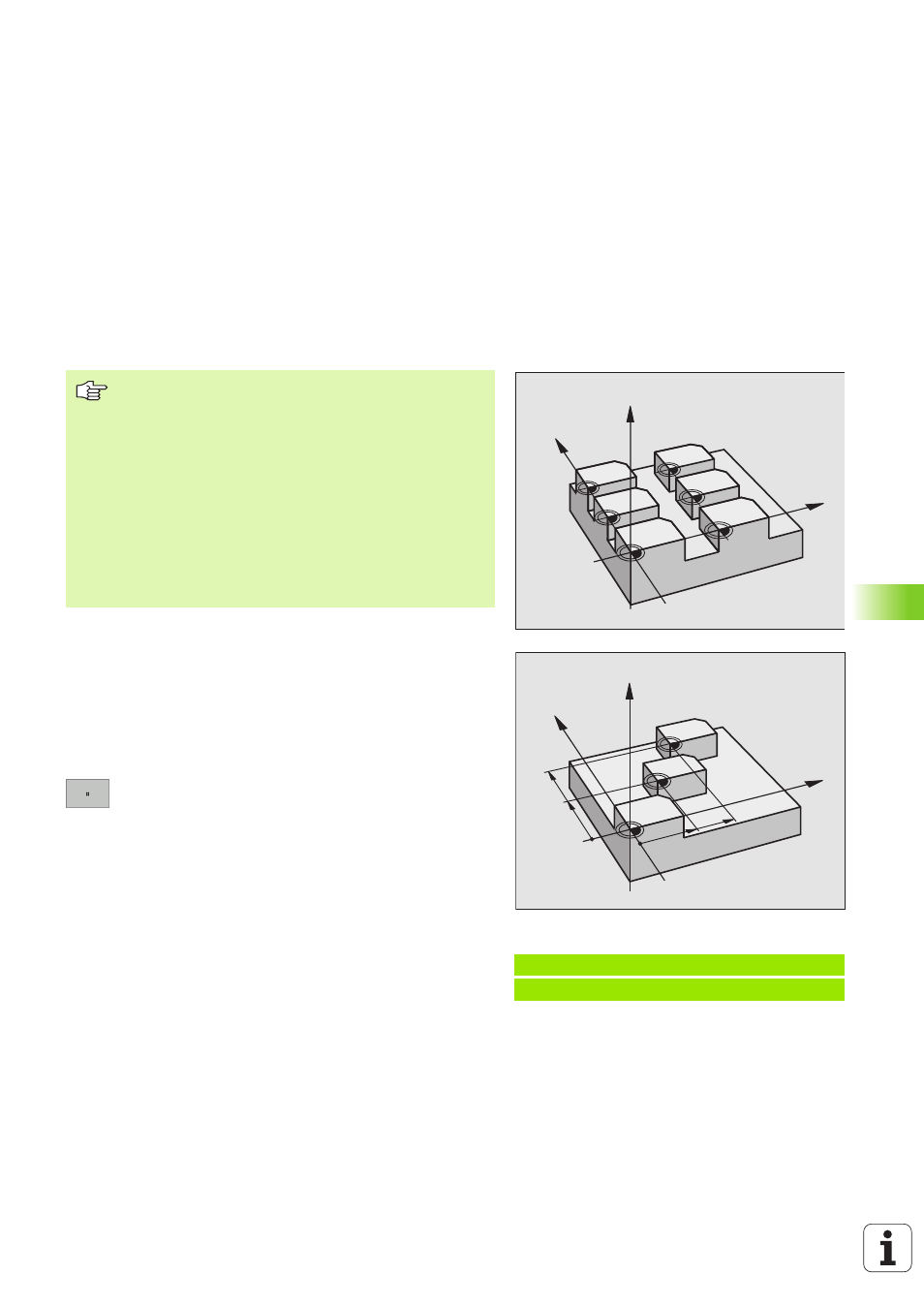
Desplazamiento del PUNTO CERO con tablas de
cero piezas (ciclo 7)
Aplicación
Las tablas de puntos cero se utilizan p.ej. en
pasos de mecanizado que se repiten con frecuencia en diferentes
posiciones de la pieza o
cuando se utiliza a menudo el mismo desplazamiento de punto cero
Dentro de un programa los puntos cero se pueden programar
directamente en la definición del ciclo o bien se pueden llamar de una
tabla de puntos cero.
8
Desplazamiento
: Introducir el número del punto cero
de la tabla de puntos cero o un parámetro Q; si se
introduce un parámetro Q, el TNC activa el número de
punto cero del parámetro Q
Anulación
Desde la tabla de puntos cero se llama a un desplazamiento con las
coordenadas
Llamar X=0; Y=0 etc.
El desplazamiento a las coordenadas X=0; Y=0 etc. se llama
directamente con una definición del ciclo
Ejemplo: Frases NC
77 CYCL DEF 7.0 PUNTO CERO
78 CYCL DEF 7.1 #5
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2
La tabla de puntos cero que se emplee depende del modo
de funcionamiento, o se puede seleccionar en función de
éste:
Modos de funcionamiento Ejecución del programa:
Tabla "zeroshift.d"
Modo de funcionamiento Test de programa: Tabla
"simzeroshift.d"
Los puntos cero de la tabla de puntos cero se refieren al
punto de referencia actual.
Los valores de las coordenadas de las tablas de punto cero
son exclusivamente absolutas.
Sólo se pueden añadir nuevas líneas al final de la tabla.