6 ciclos para el planeado – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 201
8 Programación: Ciclos
188
Antes de la programación deberá tenerse en
cuenta
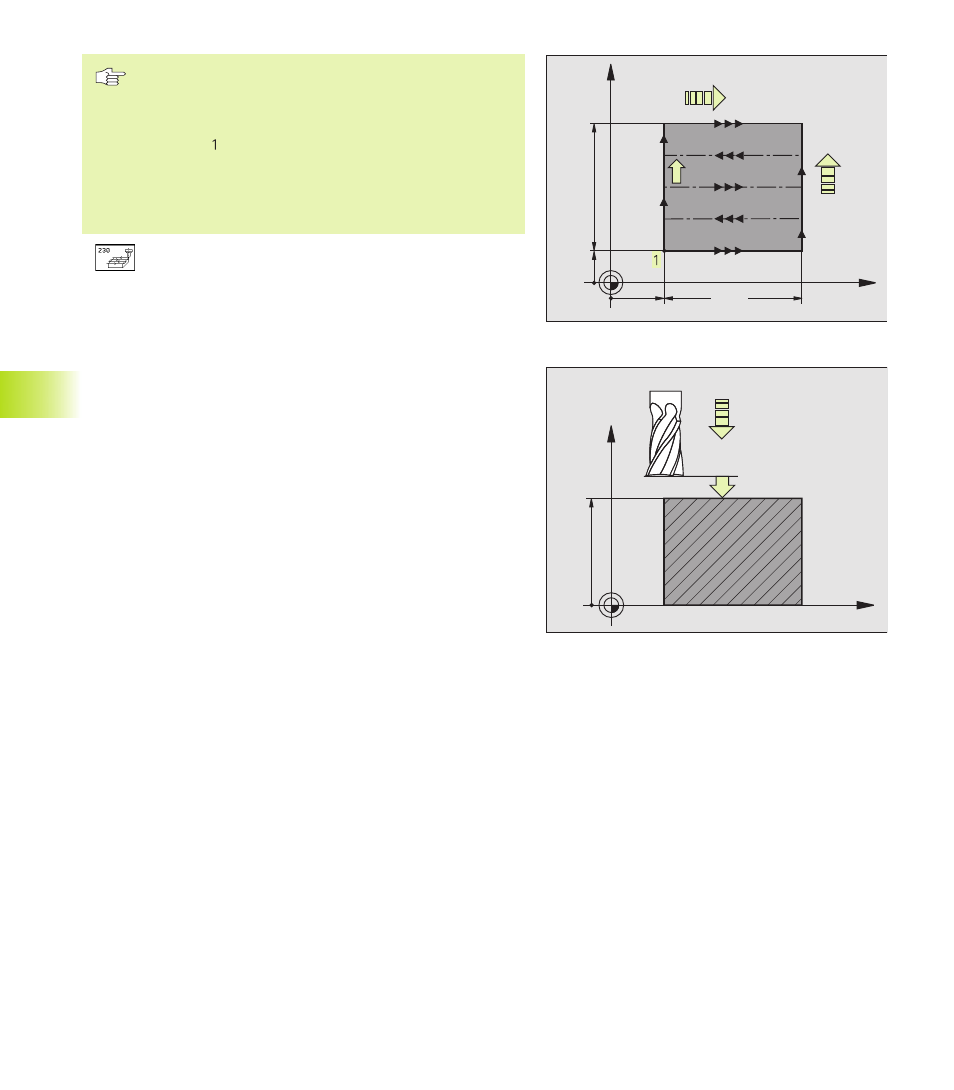
El TNC posiciona la hta. en marcha rápida FMAX desde la
posición actual en el plano de mecanizado sobre el punto
de partida ; el TNC desplaza la hta. según el radio de la
hta. hacia la izquierda y hacia arriba
Cuando se trabaja en ficheros PNT en los cuales no hay
ningúna cooordenada de los ejes de la hta. el fresado se
calcula del punto MIN programado en el eje de la hta.
ú
PUNTO DE PARTIDA 1ER EJE Q225 (valor absoluto):
Coordenada del punto Min de la superficie para el
planeado en el eje principal del plano de mecanizado
ú
PUNTO DE PARTIDA 2º EJE Q226 (valor absoluto):
Coordenada del punto Min de la superficie para el
planeado en el eje transversal del plano de mecanizado
ú
PUNTO DE PARTIDA 3ER EJE Q227 (valor absoluto):
Altura en el eje de la hta. a la cual se realiza el
planeado
ú
LONGITUD LADO 1 Q218 (valor incremental):
Longitud de la superficie para el planeado en el eje
principal del plano de mecanizado, referida al PUNTO
DE PARTIDA DEL 1ER EJE.
ú
LONGITUD LADO 2 Q219 (valor incremental):
Longitud de la superficie para el planeado en el eje
transversal del plano de mecanizado, referida al
PUNTO DE PARTIDA DEL 2º EJE
ú
NUMERO DE CORTES Q240: Número líneas sobre las
cuales el TNC desplaza la hta. a lo ancho
ú
AVANCE AL PROFUNDIZAR Q206: Velocidad de
desplazamiento de la hta. para alcanzar la DISTANCIA
DE SEGURIDAD sobre la profundidad de fresado en
mm/min
ú
AVANCE DE FRESADO Q207: Velocidad de desplaza-
miento de la hta. durante el fresado en mm/min
ú
AVANCE TRANSVERSAL Q209: Velocidad de
desplazamiento de la hta. para la llegada a la línea
siguiente en mm/min; cuando la hta. se aproxima a la
pieza transversalmente, se introduce Q209 menor a
Q207; cuando se desplaza transversalmente en vacío,
Q209 puede ser mayor a Q207
ú
DISTANCIA DE SEGURIDAD Q200 (valor incremental):
Distancia entre el extremo de la hta. y la profundidad
de fresado para el posicionamiento al principio y al final
del ciclo
8.6 Ciclos para el planeado
X
Z
Q200
Q227
Q206
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240