2 ciclos de taladrado – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 155
8 Programación: Ciclos
142
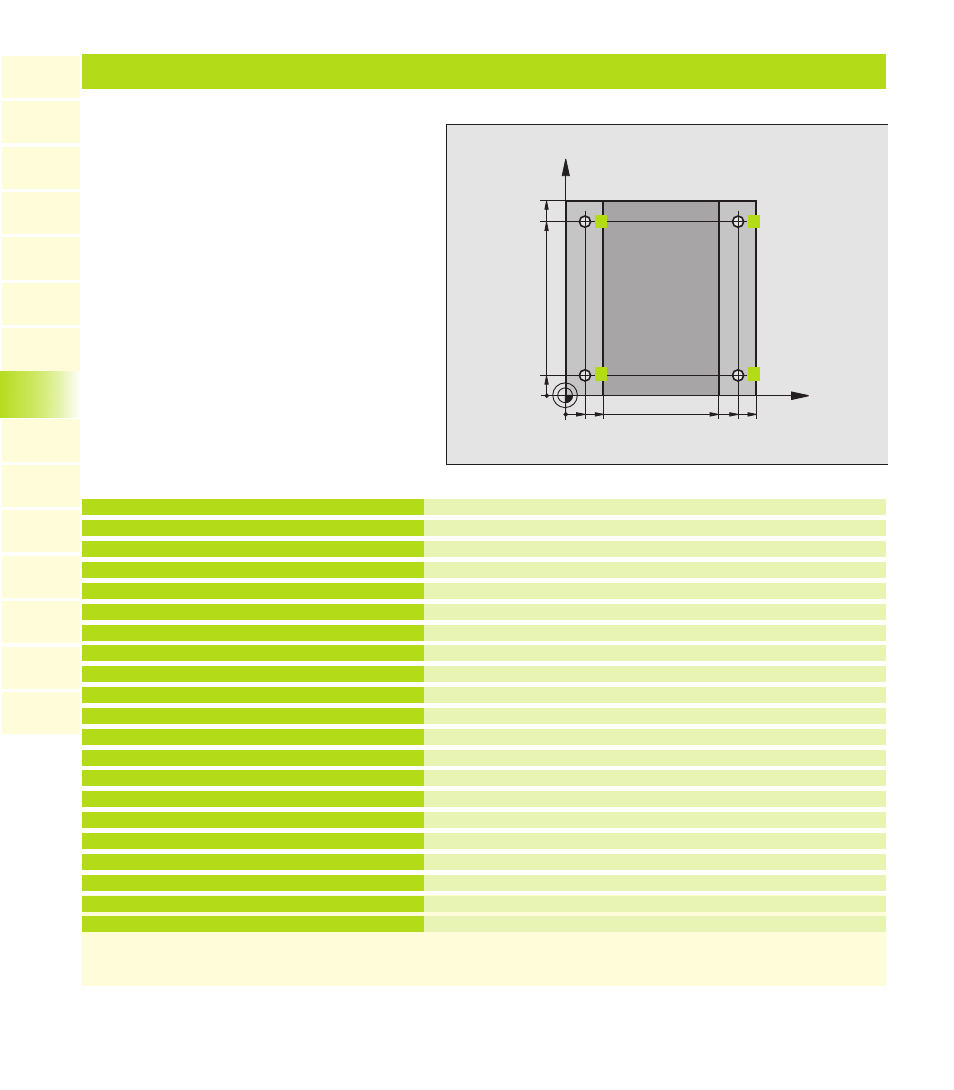
Ejemplo: Ciclos de taladrado
Definición del bloque
Definición de la herramienta
Llamada a la herramienta
Retirar la herramienta
Definición del ciclo
Llegada al primer taladro, conexión del cabezal
Llamada al ciclo
Llegada al 2º taladro, llamada al ciclo
Llegada al 3er taladro, llamada al ciclo
Llegada al 4º taladro, llamada al ciclo
Retirar la herramienta, final del programa
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYCL DEF 200 TALADRADO
Q200=2 ;DISTANCIA SEGURIDAD
Q201=-15 ;PROFUNDIDAD
Q206=250 ;AVANCE PROFUNDIDAD
Q202=5 ; P R O F U N D I D A D D E P A S A D A
Q210=0 ;TIEMPO ESPERA ARRIBA
Q203=-10 ;COORD. SUPERFICIE PIEZA
Q204=20 ;2A DIST. SEGURIDAD
7 L X+10 Y+10 R0 F MAX M3
8 CYCL CALL
9 L Y+90 R0 F MAX M99
10 L X+90 R0 F MAX M99
11 L Y+10 R0 F MAX M99
12 L Z+250 R0 F MAX M2
13 END PGM C200 MM
8.2 Ciclos de taladrado
X
Y
20
10
100
100
10
90
90
80
2
3
1
4