5 f unciones auxiliar es par a ejes gir at or ios – HEIDENHAIN TNC 426 (280 462) Manual del usuario
Página 140
127
HEIDENHAIN TNC 426
Corrección automática de la geometría de la máquina
al trabajar con ejes basculantes: M114
Comportamiento standard
El TNC desplaza la herramienta a las posiciones determinadas en el
programa de mecanizado. En el posicionamiento con ejes
basculantes hace falta un procesador que tenga en cuenta la
desviación de la herramienta.
Comportamiento con M114
El TNC compensa la desviación de la herramienta con una
corrección de longitud 3D. La corrección de radio se realiza en un
sistema CAD o en un procesador. Una corrección de radio
programada RL/RR provoca el aviso de error “FRASE NC NO
PERMITIDA“.
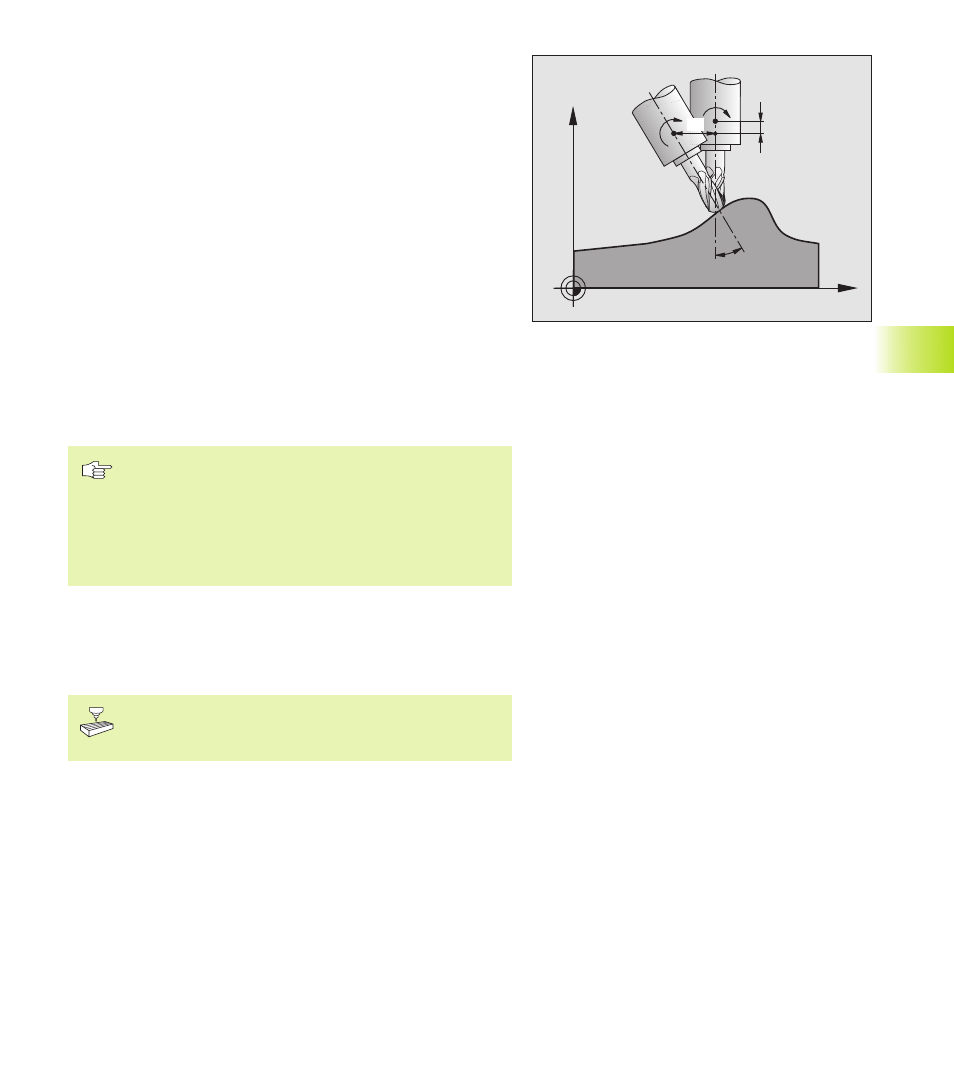
El dibujo de la derecha muestra la desviaición del punto de refe-
rencia de la herramienta en la inclinación.
Cuando se elabora un programa NC en un procesador, no se tiene
que tener en cuenta la geometría de la máquina.
Cuando el TNC realiza la corrección de longitud de la herramienta el
avance programado se refiere al extremo de la herramienta de lo
contrario se refiere al punto de referencia de la misma.
Si la máquina tiene un cabezal basculante controlado, se
puede interrumpir el programa y modificar la posición del
eje basculante (p.ej. con un volante).
Con la función RESTORE POS. AT N se puede continuar
con el programa de mecanizado en la posición en la cual
se interrumpió. El TNC tiene automáticamente en cuenta
la nueva posición del eje basculante.
Funcionamiento
M114 actua al principio de la frase, M115 al final de la frase.
M114 se anula con M115. M114 también deja de actuar al final del
programa.
El constructor de la máquina determina la geometría de
la máquina en el parámetro de máquina 7510 y
siguientes.
X
Z
dB
dz
dx
B
B
7.5 F
unciones auxiliar
es par
a ejes gir
at
or
ios