7 ciclos de taladr ado – HEIDENHAIN SW 548328-05 Manual del usuario
Página 295
HEIDENHAIN MANUALplus 620
295
4.7 Ciclos de taladr
ado
Tipo de mecanizado para el acceso a base de datos tecnológicos en
función del tipo de herramienta:
Broca espiral: Taladrado
Broca de plaquitas reversibles: Pretaladrado
F
Avance por revolución
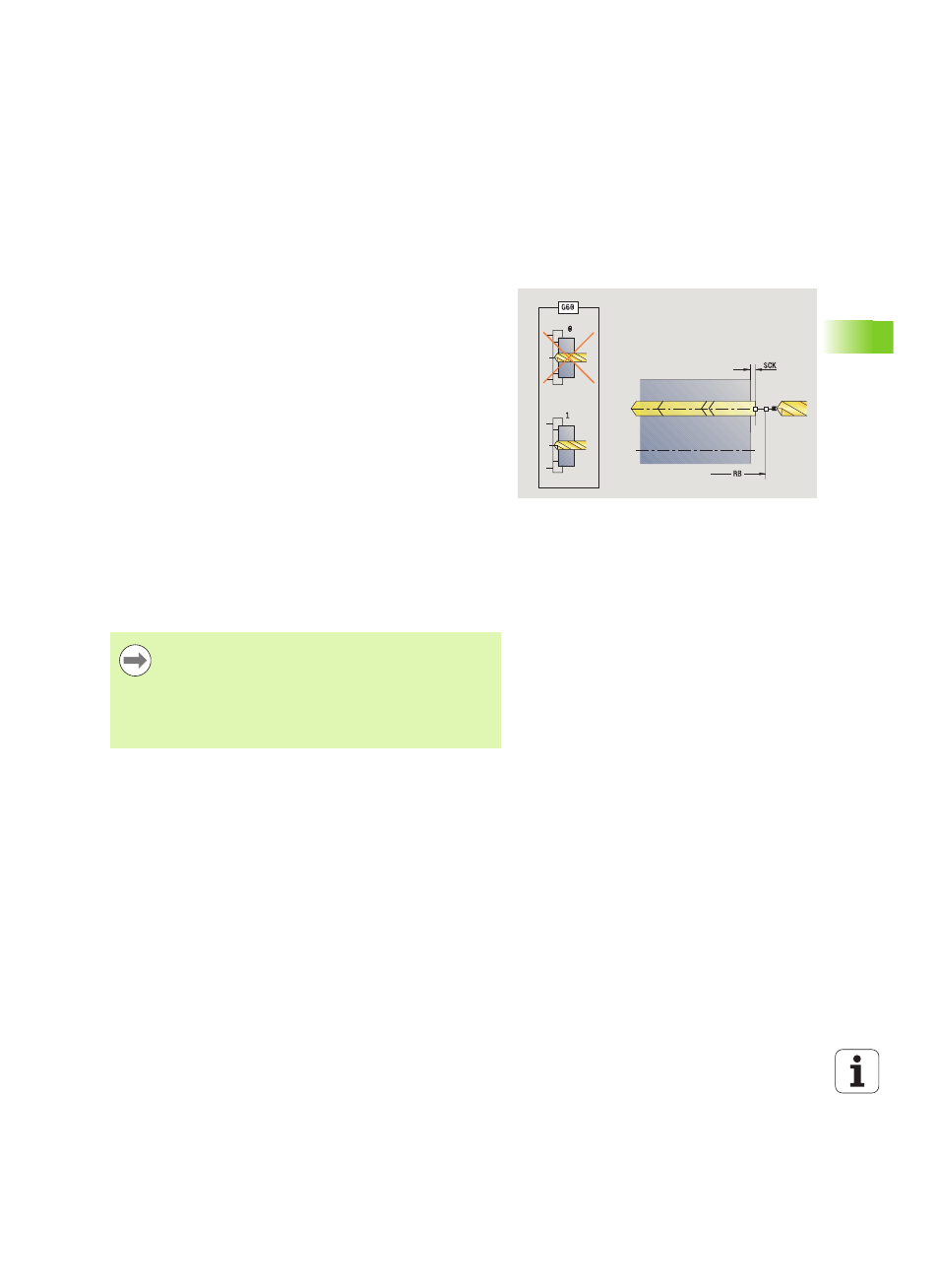
SCK
Distancia de seguridad (véase pág. 126)
G60
Deasactivar zona de protección para el proceso de taladrar
0: activo
1: no activo
BP
Duración de pausa: tiempo de interrupción del movimiento
de avance: Mediante el avance intermitente se rompe la
viruta.
BF
Duración de avance: intervalo de tiempo hasta la siguiente
pausa. Mediante el avance intermitente se rompe la viruta.
MT
M después de T: función M que se ejecuta después de la
llamada a herramienta T.
MFS
M al comienzo: función M que se ejecuta al comienzo del
paso de mecanizado.
MFE
M al final: función M que se ejecuta al final del paso de
mecanizado.
WP
Indicación de con que cabezal de la pieza se desarrolla el
ciclo (dependiente de la máquina)
Accionamiento principal
Contracabezal para el mecanizado de la cara posterior
Si se han programado "AB" y "V", se produce una
reducción del avance del 50% para el taladrado inicial o
pasante.
El MANUALplusdecide en base al parámetro de
herramienta Herramienta motorizada si la velocidad de
rotación y el avance programados corresponden al
cabezal principal o a la herramienta motorizada.