Fallas de corte comunes, Fallas de corte comunes -10 – Hypertherm THC ArcGlide Manual del usuario
Página 138
4-10
ArcGlide THC
Manual de instrucciones
ManteniMiento
2
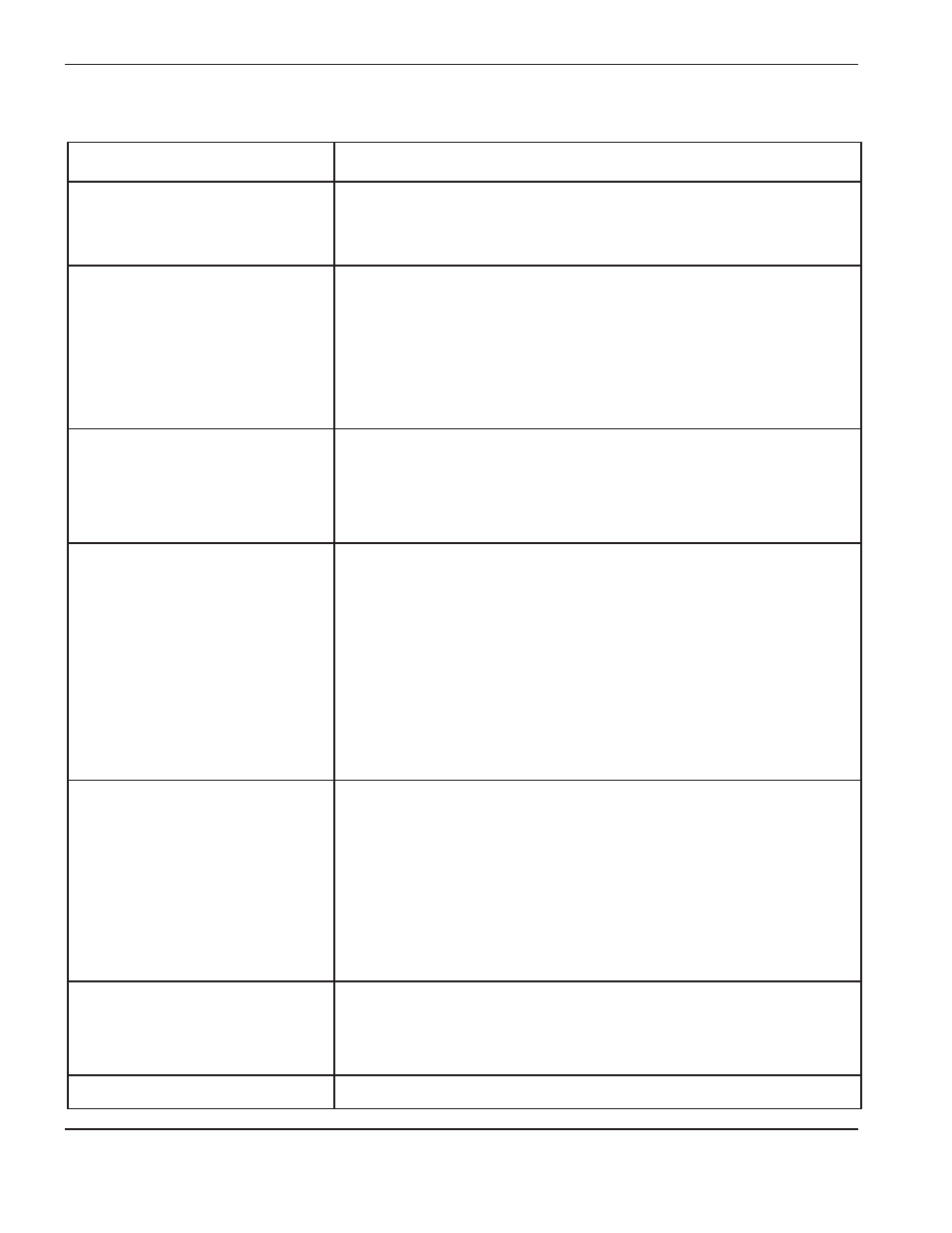
Falla
Causas posibles
Falla de transferencia.
1. La conexión del cable de masa con la mesa de corte no está haciendo
buen contacto.
2. La distancia antorcha-pieza es demasiado grande.
3. La superficie de la pieza a cortar está oxidada, engrasada o pintada.
No se pudo perforar completamente
la pieza a cortar y hay demasiadas
chispas encima de la pieza.
1. La corriente es demasiado baja (compruebe la información en la tabla
de corte).
2. La velocidad de corte es demasiado alta (compruebe la información en
la tabla de corte).
3. Las piezas de la antorcha están gastadas (cambiar los consumibles).
4. El metal a cortar es demasiado grueso.
5. La superficie de la pieza a cortar está oxidada, engrasada o pintada.
6. El retardo de perforación es demasiado bajo.
Se forma escoria por debajo del corte.
1. La velocidad de corte es incorrecta (compruebe la información en la tabla
de corte).
2. La corriente del arco es demasiado baja (compruebe la información en
la tabla de corte).
3. Las piezas de la antorcha están gastadas (cambiar los consumibles).
El ángulo de corte no es recto.
1. La máquina se desplaza en dirección incorrecta. El lado de alta calidad está
generalmente a la derecha respecto al movimiento de avance
de la antorcha.
2. La distancia antorcha-pieza es incorrecta (compruebe la información en
la tabla de corte)
3. La velocidad de corte es incorrecta (compruebe la información en la tabla
de corte).
4. La corriente del arco es incorrecta (compruebe la información en la tabla
de corte).
5. Consumibles dañados.
6. La antorcha no está perpendicular a la pieza a cortar.
7. Antorcha dañada.
Los consumibles duran poco.
1. La corriente del arco, el voltaje del arco, la velocidad de avance, el retraso
de movimiento, el rango de flujo del gas o la altura inicial de la antorcha
no se ajustaron según lo especificado en las tablas de corte.
2. Tratar de cortar piezas metálicas muy magnéticas, como las de alto
contenido de níquel, acortará la duración de los consumibles. Es difícil
lograr una larga duración de los consumibles al cortar piezas magnetizadas
o que se magneticen fácilmente.
3. Comienzo o finalización del corte fuera de la superficie de la pieza. Para
lograr una larga duración de los consumibles, todos los cortes deben
comenzar y finalizar en la superficie de la pieza a cortar.
La antorcha no enciende.
La antorcha está inhabilitada. En el caso de los sistemas de plasma HPR
y HPR XD, verificar que Remote On (encendido remoto) esté correctamente
conectado a la interfaz del plasma. Para más información, vea Interfaz
Hypernet del plasma (141161) en esta sección.
El tamaño de la pieza es incorrecto.
El valor de la sangría se ajustó incorrectamente.
Fallas de corte comunes