Giro (ciclo g73), Pág. 471, 9 ciclos par a la tr aslación de coor denadas – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manual del usuario
Página 471
HEIDENHAIN iTNC 530
471
8.9 Ciclos par
a
la tr
aslación de coor
denadas
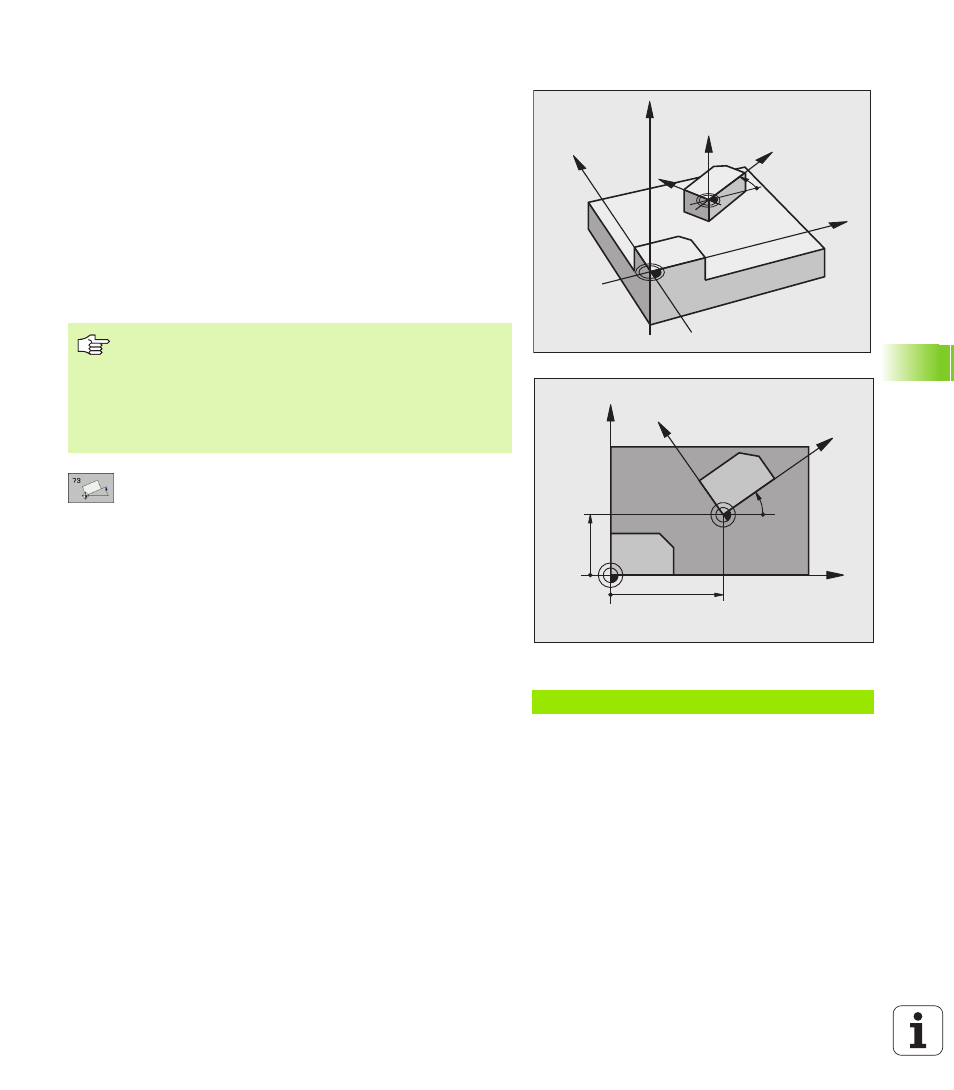
GIRO (ciclo G73)
Dentro de un programa el TNC puede girar el sistema de coordenadas
en el plano de mecanizado según el punto cero activado.
Funcionamiento
El GIRO se activa a partir de su definición en el programa. También
actúa en el modo de funcionamiento Posicionamiento manual. El TNC
visualiza los ángulo de giro activados en la visualización de estados
adicional.
Eje de referencia para el ángulo de giro:
Plano X/Y Eje X
Plano Y/Z Eje Y
Plano Z/X Eje Z
Giro
: Introducir el ángulo de giro en grados (°) . Campo
de introducción: -360° a +360° (en absolutas G90
delante de H o incremental G91 delante de H)
desplazamiento del punto cero
Se programa de nuevo el ciclo GIRO indicando el ángulo de giro 0°.
Ejemplo: Frase NC
N72 G73 G90 H+25 *
Z
Z
X
X
Y
Y
X
Y
60
40
35°
X
Y
Antes de la programación deberá tenerse en cuenta
El TNC elimina una corrección de radio activada mediante
la definición del ciclo G73. Si es necesario, programar
nuevamente la corrección del radio.
Después de definir el ciclo G73, hay que desplazar los dos
ejes del plano de mecanizado para poder activar el giro.