HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manual del usuario
Página 387
HEIDENHAIN iTNC 530
387
8.4 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
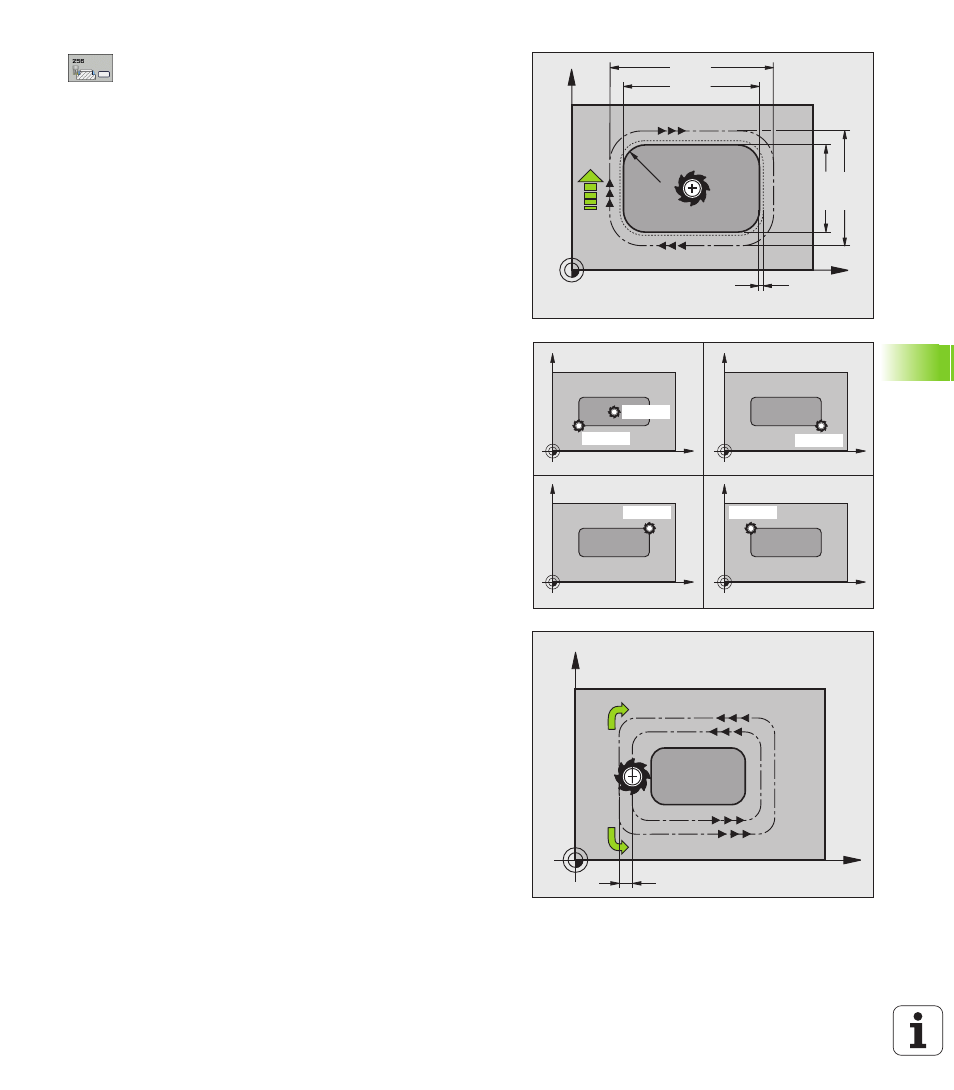
Longitud lado 1
Q218: Longitud de la isla, paralela al
eje principal del plano de mecanizado
Dimensión de la pieza en bruto, longitud lateral
1
Q242: longitud de la pieza en bruto de la isla,
paralela al eje principal del plano de mecanizado.
Introducir la dimensión de la pieza en bruto,
longitud lateral 1
mayor a la longitud lateral 1.
El TNC ejecuta varias aproximaciones laterales, si la
diferencia entre la dimensión de la pieza en bruto 1 y
la dimensión final 1 es mayor a la aproximación lateral
permitida (radio de herramienta x solapamiento de la
trayectoria Q370). El TNC siempre calcula una
aproximación lateral constante
Longitud lateral 2
Q219: Longitud de la isla, paralela
al eje auxiliar del plano de mecanizado. Introducir la
dimensión de la pieza en bruto, longitud lateral
2
mayor a la longitud lateral 2. El TNC ejecuta
varias aproximaciones laterales, si la diferencia entre
la dimensión de la pieza en bruto 2 y la dimensión final
2 es mayor a la aproximación lateral permitida (radio
de herramienta x solapamiento de la trayectoria Q370).
El TNC siempre calcula una aproximación lateral
constante
Dimensión de la pieza en bruto, longitud lateral
2
Q425: longitud de la pieza en bruto de la isla,
paralela al eje auxiliar del plano de mecanizado.
Radio de la esquina
Q220: Radio de la esquina de la
isla
Sobremedida del acabado lateral
Q368 (valor
incremental): Sobremedida de acabado en el plano de
mecanizado, que el TNC permite durante el
mecanizado
Ángulo de giro
Q224 (valor absoluto): ángulo sobre el
que gira toda la isla. El centro del giro está en la
posición en la que esté la herramienta en el momento
de llamar al ciclo
Posición de la isla
Q367: posición de la isla referida
a la posición de la herramienta en el momento de
llamar al ciclo:
0: posición de la herramienta = centro de la isla
1: posición de la herramienta = esquina inferior
izquierda
2: posición de la herramienta = esquina inferior
derecha
3: posición de la herramienta = esquina superior
derecha
4: posición de la herramienta = esquina superior
izquierda
Avance de fresado
Q207: Velocidad de
desplazamiento de la hta. en el fresado en mm/min
X
Y
Q21
9
Q218
Q368
Q220
Q207
Q424
Q425
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= 1
Q351= +1