9 ciclos para la traslación de coordenadas, Resumen, Activación de la traslación de coordenadas – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manual del usuario
Página 462: Pág. 462
462
8 Programación: Ciclos
8.9 Ciclos par
a
la tr
aslación de coor
denadas
8.9 Ciclos para la traslación de
coordenadas
Resumen
Con la traslación de coordenadas se puede realizar un contorno
programado una sóla vez, en diferentes posiciones de la pieza con
posición y medidas modificadas. El TNC dispone de los siguientes
ciclos para la traslación de coordenadas:
Activación de la traslación de coordenadas
Principio de activación: una traslación de coordenadas se activa a partir
de su definición, es decir, no es preciso llamarla. La traslación actua
hasta que se anula o se define una nueva.
Anulación de la traslación de coordenadas:
Definición del ciclo con los valores para el comportamiento básico,
p.ej. factor de escala 1.0
Ejecución de las funciones auxiliares M02, M30 o la frase N999999
%... (depende del parámetro de máquina 7300)
Selección de un nuevo programa
Programar la función auxiliar M142 Borrar información modal del
programa
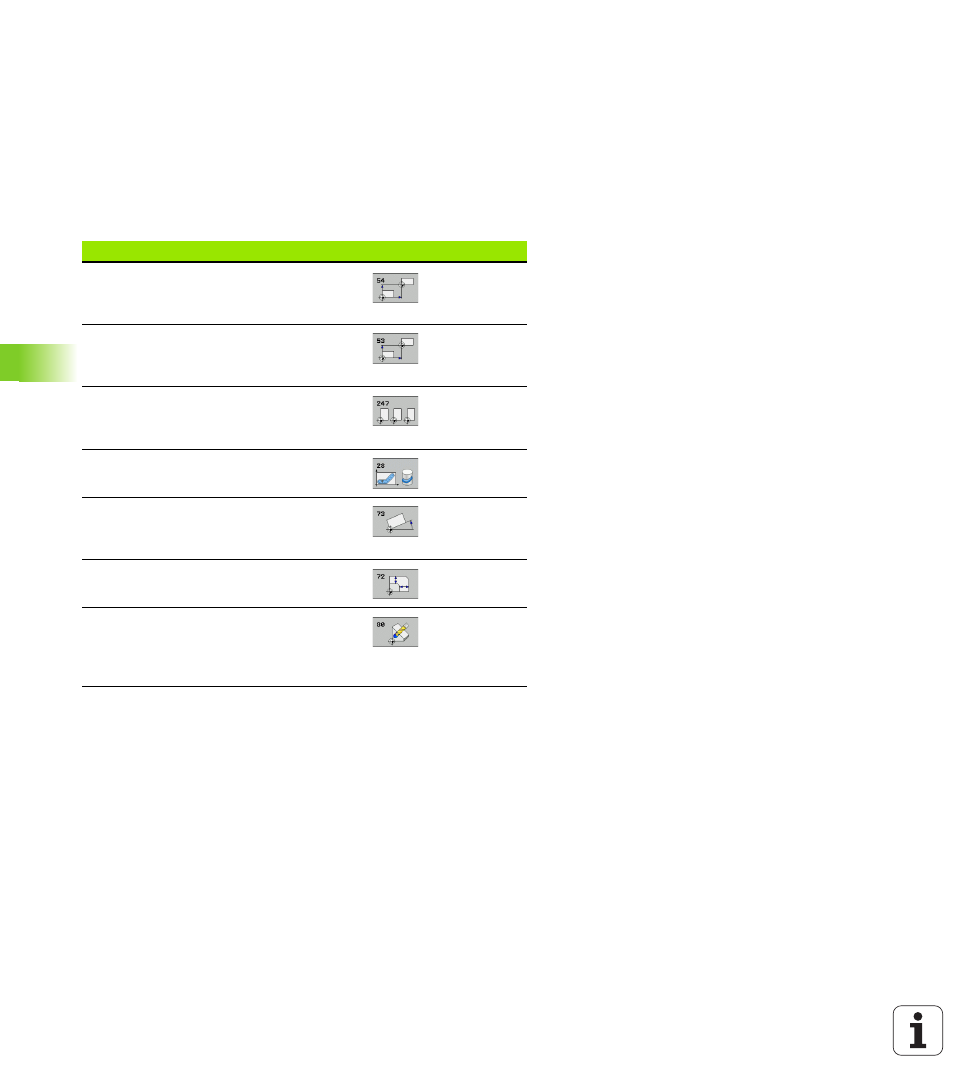
Llamada al
Softkey
Página
G54 PUNTO CERO
Desplazar contornos directamente en el
programa
G53 PUNTO CERO de la tabla de puntos
cero
G247 FIJAR PTO. REFERENCIA
Fijación del punto de ref. durante la
ejecución del programa
G28 ESPEJO
Reflejar contornos
G73 GIRO
Girar contornos en el plano de
mecanizado
G72 FACTOR DE ESCALA
Reducir y ampliar contornos
G80 PLANO DE MECANIZADO
Realizar mecanizados en el sistema de
coordenadas inclinado para máquinas con
cabezal basculante y/o mesas giratorias