Acabado en profundidad (ciclo g123), Pág. 414, 6 ciclos sl – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manual del usuario
Página 414
414
8 Programación: Ciclos
8.6 Ciclos SL
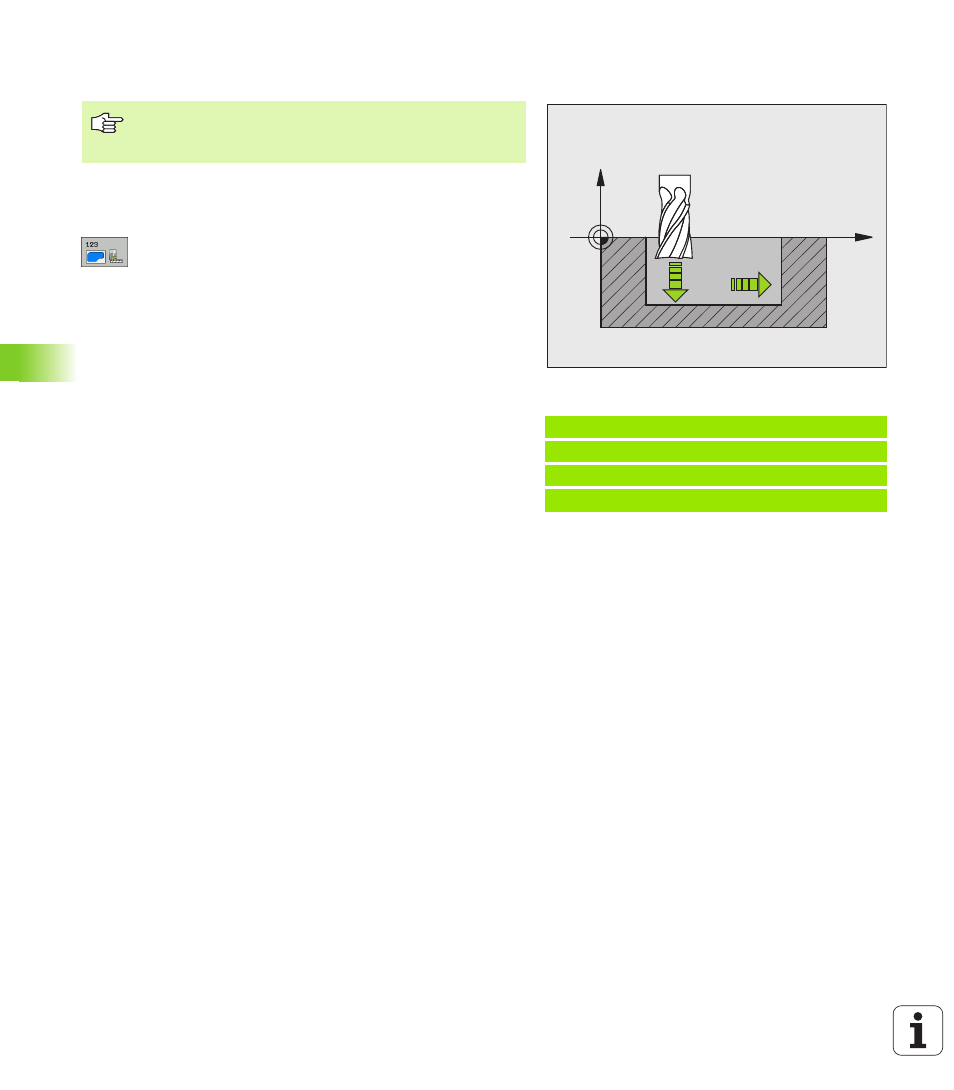
ACABADO EN PROFUNDIDAD (ciclo G123)
El TNC desplaza la hta. de forma suave (círculo tangente vertical) sobre
la primera superficie a mecanizar. A continuación se fresa la distancia
de acabado que ha quedado del desbaste.
Avance al profundizar
Q11: Velocidad de
desplazamiento de la hta. en la profundización
Avance para desbaste
Q12: Avance de fresado
Avance de retroceso
Q208: Velocidad de
desplazamiento de la hta. al retirarse tras el
mecanizado en mm/min. Cuando se introduce
Q208=0 el TNC retira la hta. con el avance Q12
Ejemplo: Frase NC
N60 G123 ACABADO EN PROFUNDIDAD
Q11=100
;AVANCE AL PROFUNDIZAR
Q12=350
;AVANCE DE DESBASTE
Q208=99999 ;AVANCE DE RETROCESO
X
Z
Q11
Q12
El TNC calcula automáticamente el punto inicial para el
acabado. El punto inicial depende de las proporciones de
espacio de la cajera.