Pág. 238 – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manual del usuario
Página 238
238
6 Programación: Programar contornos
6.4 Mo
vimient
o
s de tr
a
y
ect
o
ri
a - Coor
denadas car
tesianas
Trayect. circular G02/G03/G05 con radio
determinado
La herramienta se desplaza según una trayectoria circular con radio R.
Sentido
En sentido horario: G02
En sentido antihorario: G03
Sin entrada de dirección de giro: G05. El TNC realiza el recorrido por
la trayectoria circular con la última dirección de giro programada
programación de ciclos
Introducir las coordenadas del punto final del arco del
círculo
Radio R
Atención: ¡El signo determina el tamaño del arco del
círculo!
Si es preciso:
Avance F
Función auxiliar M
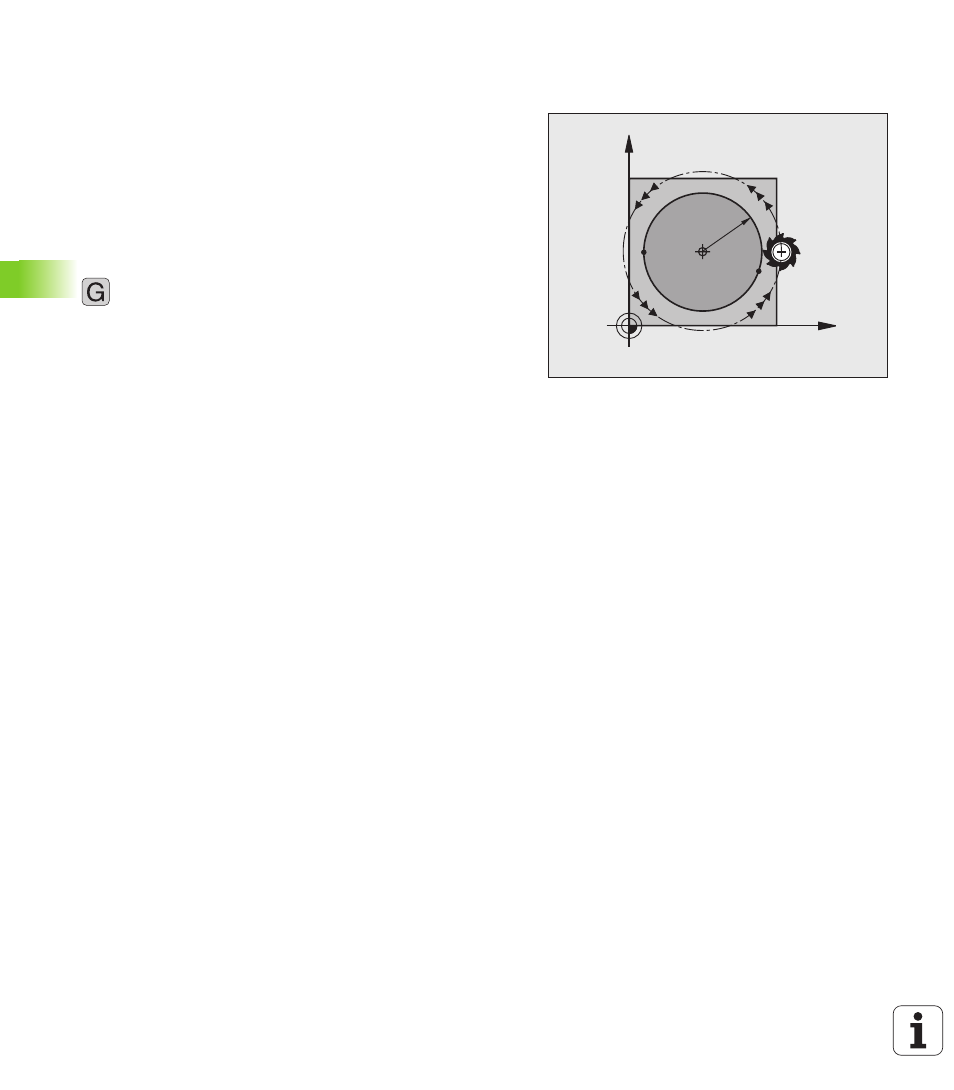
Círculo completo
Para un círculo completo se programan dos frases CR sucesivas:
El punto final de la primera mitad del círculo es el punto de partida del
segundo. El punto final de la segunda mitad del círculo es el punto de
partida del primero.
X
Y
I,J
S
1
=E
2
E
1
=S
2
R
3