Parámetros de ciclo – HEIDENHAIN TNC 128 (77184x-02) Manual del usuario
Página 413
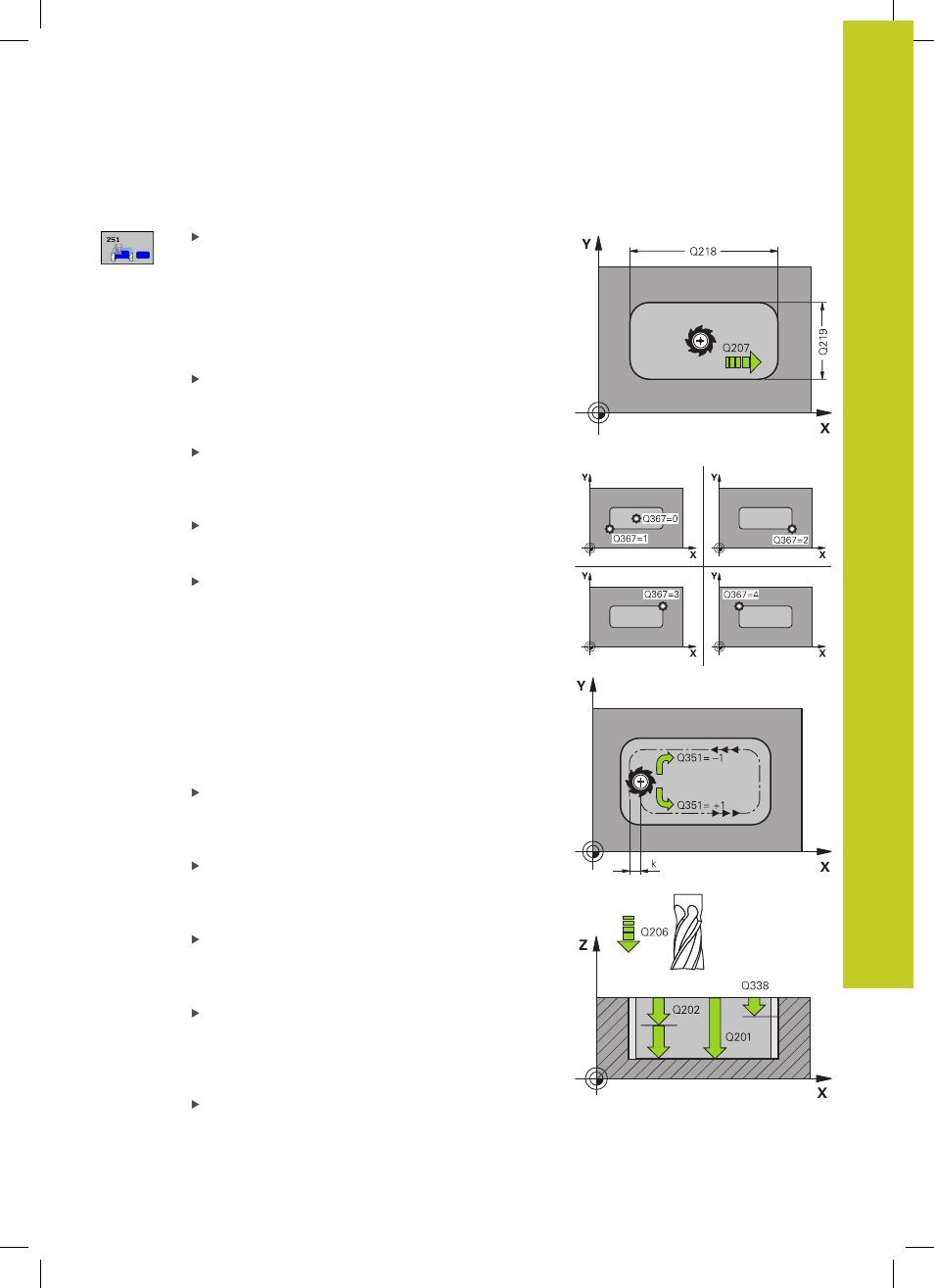
CAJERA RECTANGULAR (Ciclo 251)
17.2
17
TNC 128 | Modo de empleo Diálogo en lenguaje conversacional HEIDENHAIN | 9/2014
413
Parámetros de ciclo
Tipo de mecanizado (0/1/2) Q215: Determinar el
tipo de mecanizado:
0
: Desbaste y acabado
1
: Solo desbaste
2
: Solo acabado
La cara y la profundidad de acabado sólo se llevan
a cabo, si se define la sobremedida del acabado
correspondiente (Q368, Q369)
Longitud lado 1 Q218 (valor incremental): Longitud
de la cajera, paralela al eje principal del plano
de mecanizado. Campo de introducción 0 hasta
99999,9999
Longitud lado 2 Q219 (valor incremental): Longitud
de la cajera, paralela al eje auxiliar del plano de
mecanizado. Campo de introducción 0 hasta
99999.9999
Profundidad Q201 (valor incremental): Distancia
entre la superficie de la pieza y la base de la cajera.
Campo de introducción -99999,9999 a 99999,9999
Posición de la cajera Q367: Posición de la cajera
referida a la posición de la herramienta al llamar el
ciclo:
0
: Posición de la herramienta = Centro de la cajera
1
: Posición de la herramienta = Esquina inferior
izquierda
2
: Posición de la herramienta = Esquina inferior
derecha
3
: Posición de la herramienta = Esquina superior
derecha
4
: Posición de la herramienta = Esquina superior
izquierda
Profundidad de paso Q202 (valor incremental):
medida, según la cual la hta. penetra cada vez en
la pieza; introducir un valor mayor que 0. Campo de
introducción 0 hasta 99999.9999
Avance al fresar Q207: velocidad de
desplazamiento de la herramienta al fresar en
mm/min. Campo de introducción 0 a 99999,999
alternativamente
FAUTO, FU, FZ
Avance al profundizar Q206: Velocidad de
desplazamiento de la hta. durante el desplazamiento
a profundidad en mm/min. Campo de introducción 0
a 99999,9999 alternativo
FAUTO, FU, FZ
Avance acabado Q385: velocidad de
desplazamiento de la hta. durante el acabado
lateral y de profundidad en mm/min. Campo de
introducción 0 a 99999.999 alternativo
FAUTO, FU,
FZ
Sobremedida del acabado lateral Q368 (valor
incremental): Sobremedida de acabado en el plano
de mecanizado. Campo de introducción 0 hasta
99999.9999