Parámetros de ciclo, Cálculo del avance: f = s x p – HEIDENHAIN TNC 128 (77184x-02) Manual del usuario
Página 404
Ciclos de taladrado y de roscado con macho
16.11 ROSCADO NUEVO con portabrocas de compensación (Ciclo 206)
16
404
TNC 128 | Modo de empleo Diálogo en lenguaje conversacional HEIDENHAIN | 9/2014
¡Atención: Peligro de colisión!
Con el parámetro de máquina
displayDepthErr se
determina, si el TNC debe emitir un aviso de error
cuando se introduzca una profundidad positiva (on) o
no (off).
Deberá tenerse en cuenta que con una
profundidad
introducida positiva
, el TNC invierta el calculo de
la posición previa. ¡La herramienta se desplaza en el
eje de la herramienta a la distancia de seguridad con
marcha rápida
bajo
la superficie de la pieza!
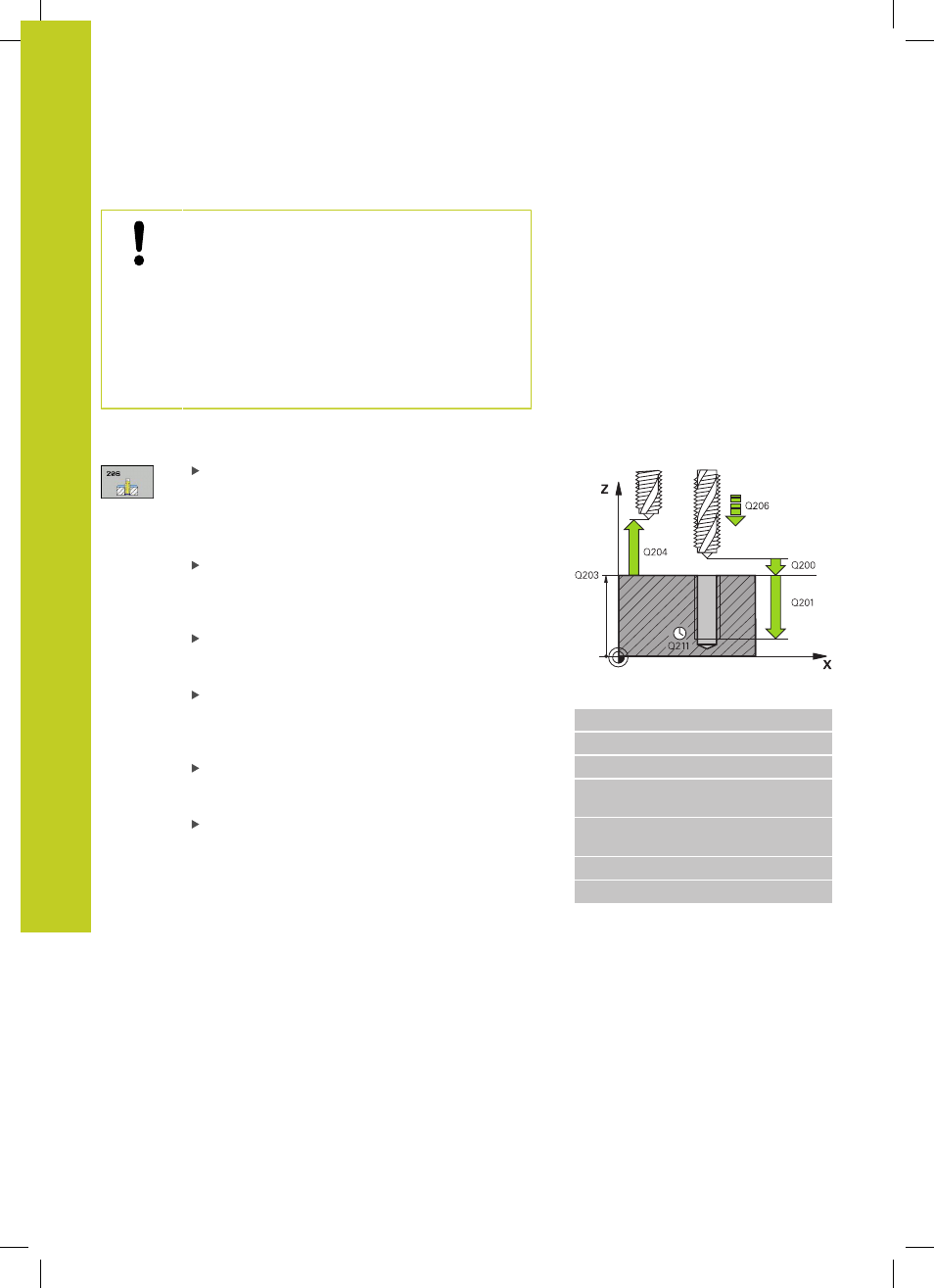
Parámetros de ciclo
Distancia de seguridad Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie
de la pieza. Campo de introducción 0 hasta
99999.9999
Valor orientativo: 4x paso de rosca.
Profundidad de roscado Q201 (valor incremental):
Distancia de la superficie de la pieza a la base del
roscado. Campo de introducción -99999,9999 a
99999,9999
Avance F Q206: velocidad de desplazamiento de la
hta. durante el roscado. Campo de introducción 0 a
99999,999 alternativo
FAUTO
Tiempo de espera abajo Q211: introducir un valor
entre 0 y 0,5 segundos, para evitar un acuñamiento
de la hta. al retirarla. Campo de introducción 0 a
3600,0000
Coordenadas Superficie de la pieza Q203 (valor
absoluto): coordenadas de la superficie de la pieza
Campo de introducción -99999,9999 a 99999,9999
2ª distancia de seguridad Q204 (valor incremental):
coordenada del eje de la hta. en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
(medio de sujeción) Campo de introducción 0 hasta
99999.9999
Frases NC
25 CYCL DEF 206 ROSCADO NUEVO
Q200=2
;DIST. DE SEGURIDAD
Q201=-20
;PROFUNDIDAD
Q206=150
;AVANCE DE PASO DE
PROFUNDIZACIÓN
Q211=0.25
;TIEMPO DE ESPERA
ABAJO
Q203=+25
;COOR. SUPERFICIE
Q204=50
;2ª DIST. DE SEGURIDAD
Cálculo del avance: F = S x p
F: Avance mm/min)
S: Revoluciones del cabezal (rpm)
p: Paso de roscado (mm)
Retirar la hta. durante la interrupción del programa
Si se pulsa la tecla de parada externa STOP durante el roscado
rígido, el TNC visualiza un softkey, con el que es posible retirar
libremente la herramienta.