3 ciclos de taladrado – HEIDENHAIN TNC 410 Manual del usuario
Página 145
8 Programación: Ciclos
132
ú
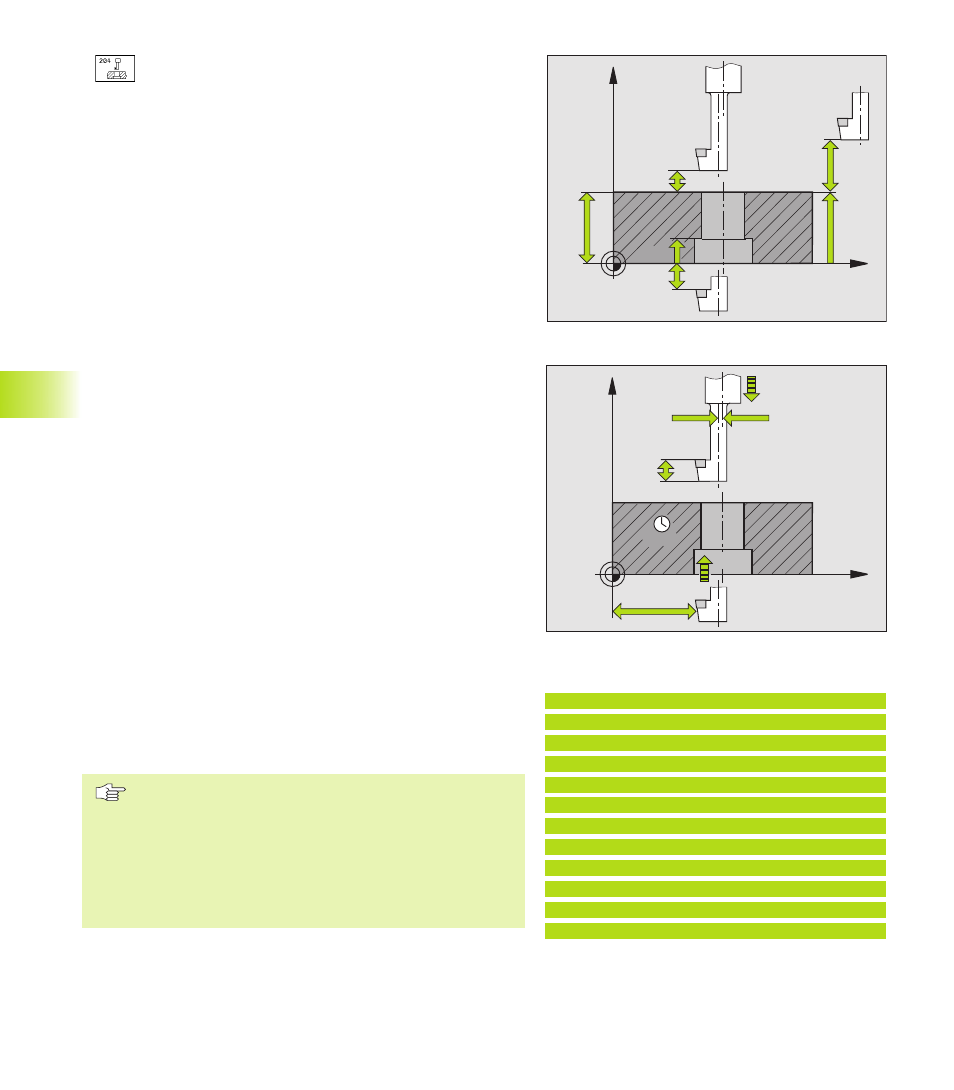
Distancia de seguridad Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza
ú
Profundidad de rebaje Q249 (valor incremental):
Distancia entre la cara inferior de la pieza y la cara
superior del rebaje. El signo positivo realiza la
profundización en la dirección positiva del eje de la hta.
ú
Grosor del material Q250 (valor incremental): Espesor
de la pieza
ú
Medida excentrica Q251 (valor incremental): Medida
de excentricidad de la barra de taladrado; sacar de la
hoja de datos de la hta.
ú
Longitud de las cuchillas Q252 (valor incremental):
Distancia entre la cara inferior de la barra y la cuchilla
principal; sacar de la hoja de datos de la hta.
ú
Avance de preposicionamiento Q253: Velocidad de
desplazamiento de la hta. al profundizar en la pieza o
bien al salir de la pieza en mm/min
ú
Avance de rebaje Q254: Velocidad de desplazamiento
de la hta. al realizar el rebaje en mm/min
ú
Tiempo de espera Q255: Tiempo de espera en
segundos en la base de la profundización
ú
Coordenadas de la superficie de la pieza Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
ú
2ª distancia de seguridad Q204 (valor incremental):
Coordenada en el eje de la hta., en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
ú
Dirección de retroceso (0/1/2/3/4) Q214: Determinar la
dirección en la cual el TNC debe desplazar la hta.
según la cota de excentricidad (después de la
orientación del cabezal)
0: No se permite la introducción
1: Desplazar la hta. en la dirección negativa del eje principal
2: Desplazar la hta. en la dirección negativa del eje transversal
3: Desplazar la hta. en la dirección positiva del eje principal
4: Desplazar la hta. en la dirección positiva del eje transversal
¡Peligro de colisión!
Cuando se programa una orientación del cabezal a 0° con
M19 (p.ej. en el funcionamiento Posicionamiento
manual), deberá comprobarse donde se encuentra el
extremo de la hta. Deberá orientarse el extremo de la
hta. de forma que esté paralela a un eje de coordenadas.
Seleccionar la dirección de retroceso de tal forma que la
hta. profundice en el taladro sin colisionar.
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
8.3 Ciclos de taladrado
Ejemplo de frases NC:
11 CYCL DEF 204 REBAJE INVERSO
Q200=2
;DISTANCIA DE SEGURIDAD
Q249=+5
;PROFUNDIDAD DE REBAJE
Q250=20
;GROSOR DEL MATERIAL
Q251=3.5
;MEDIDA EXCENTRICA
Q252=15
;LONGITUD CUCHILLA
Q253=750
;AVANCE POSIC. PREVIO
Q254=200
;AVANCE DE REBAJE
Q255=0
;TIEMPO DE ESPERA
Q203=+0
;COORD. SUPERFICIE PIEZA
Q204=50
;2ª DISTANCIA SEGURIDAD
Q214=1
;DIRECCION RETROCESO