HEIDENHAIN TNC 410 Manual del usuario
Página 112
99
TNC 410 de HEIDENHAIN
6.6
Tipos de tr
a
y
ect
or
ia – Pr
ogr
amación libr
e de cont
or
nos FK
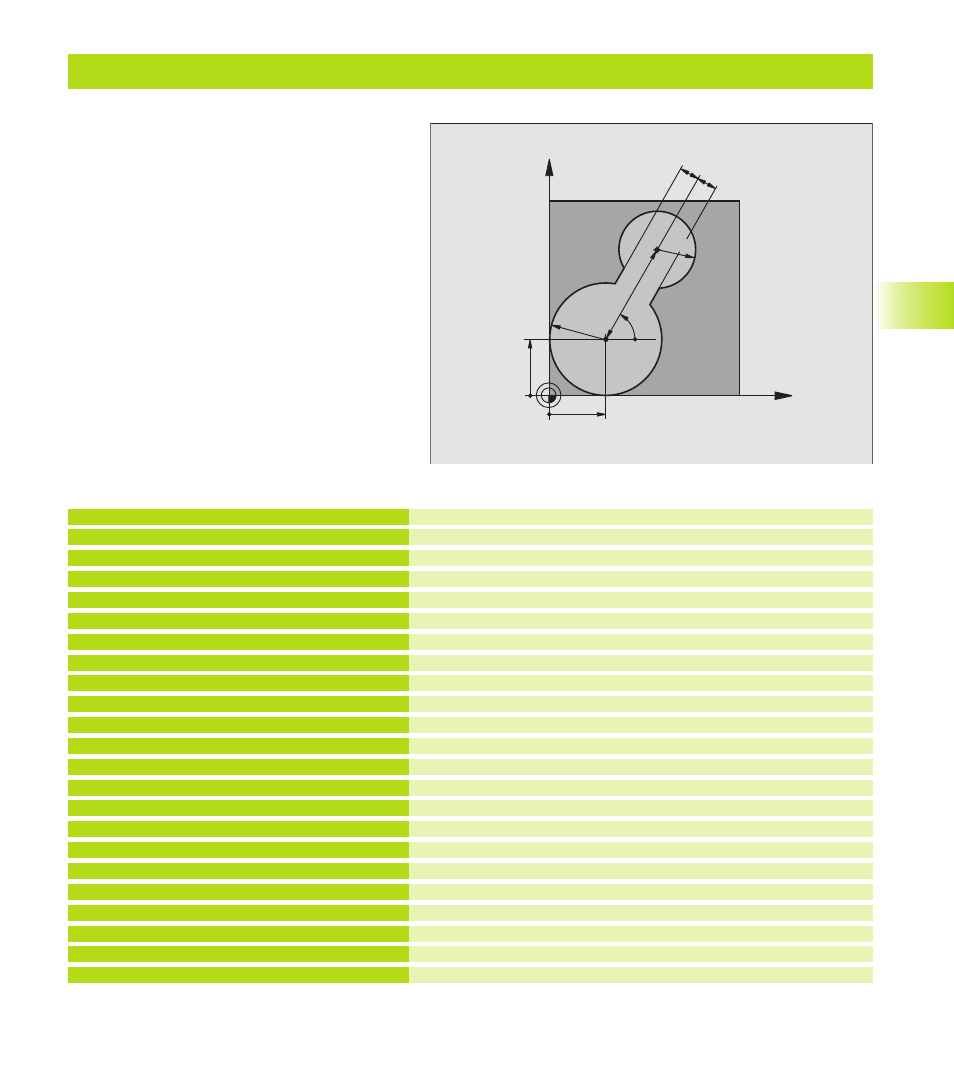
Ejemplo: Programación FK 2
Definición del bloque
Definición de la herramienta
Llamada a la herramienta
Retirar la herramienta
Posicionamiento previo de la herramienta
Posicionamiento previo del eje de la herramienta
Desplazamiento a la profundidad de mecanizado
Llegada al contorno según un círculo tangente
Apartado FK:
Programar los datos conocidos de cada trayectoria del contorno
Salida del contorno según un círculo tangente
Retirar la herramienta, final del programa
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 FMAX
6 L X+30 Y+30 R0 FMAX
7 L Z+5 R0 FMAX M3
8 L Z-5 R0 F100
9 APPR LCT X+0 Y+30 R5 RR F350
10 FPOL X+30 Y+30
11 FC DR- R30 CCX+30 CCY+30
12 FL AN+60 PDX+30 PDY+30 D10
13 FSELECT 3
14 FC DR- R20 CCPR+55 CCPA+60
15 FSELECT 2
16 FL AN-120 PDX+30 PDY+30 D10
17 FSELECT 3
18 FC X+0 DR- R30 CCX+30 CCY+30
19 FSELECT 2
20 DEP LCT X+30 Y+30 R5 R0
21 L Z+250 R0 FMAX M2
22 END PGM FK2 MM
X
Y
30
30
R30
R20
60°
55
10
10