Definir posiciones de mecanizado únicas – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manual del usuario
Página 48
48
Utilizar ciclos de mecanizado
2.2 Definición del modelo P
A
T
TERN DEF
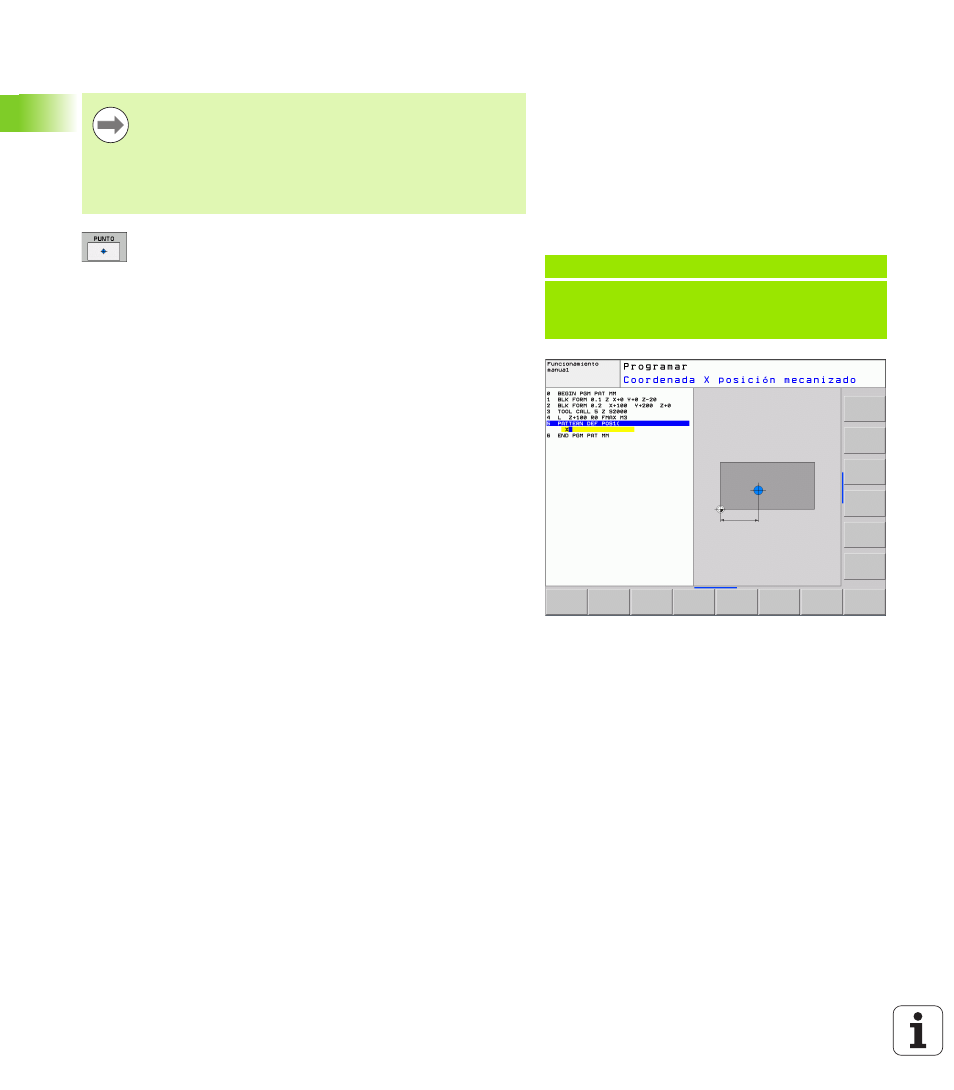
Definir posiciones de mecanizado únicas
8
Coordenada X posición mecanizado
(valor absoluto):
introducir coordenada X
8
Coordenada Y posición de mecanizado
(valor
absoluto): introducir coordenada Y
8
Coordenada de la superficie de la pieza
(valor
absoluto): introducir la coordenada Z, en la cual debe
empezar el mecanizado
Se pueden introducir un máximo de 9 posiciones de
mecanizado, confirmar la entrada con la tecla ENT.
Si se ha definido una superficie de la pieza en Z con
un valor distinto a 0, entonces este valor actúa
adicionalmente a la superficie de la pieza Q203 que se ha
definido en el ciclo de mecanizado.
Ejemplo: Bloques NC
10 L Z+100 R0 FMAX
11 PATTERN DEF
POS1 (X+25 Y+33,5 Z+0)
POS2 (X+50 Y+75 Z+0)