Compensación de cabezales cambiales – HEIDENHAIN 530 (340 49x-07) Cycle programming Manual del usuario
Página 501
HEIDENHAIN iTNC 530
501
1
8
.5 COMPENSA
TION PRESET (ciclo
452, DIN/ISO: G452, opción)
Compensación de cabezales cambiales
Objetivo de este proceso es que después de cambiar ejes giratorios
(cambio de cabezal) el preset en la pieza se mantiene invariado.
En el siguiente ejemplo se describe la adaptación de un cabezal
horquilla con los ejes AC. Se cambian los ejes A, el eje C se mantiene
en la máquina base.
U
Entrar uno de los cabezales cambiables que servirá de referencia
U
Fijar la bola de calibración
U
Entrar el palpador
U
Medir la cinemática completa con el cabezal de referencia con el
ciclo 451
U
Fijar el Preset (con Q431 = 2 ó 3 en ciclo 451) después de medir el
cabezal de referencia
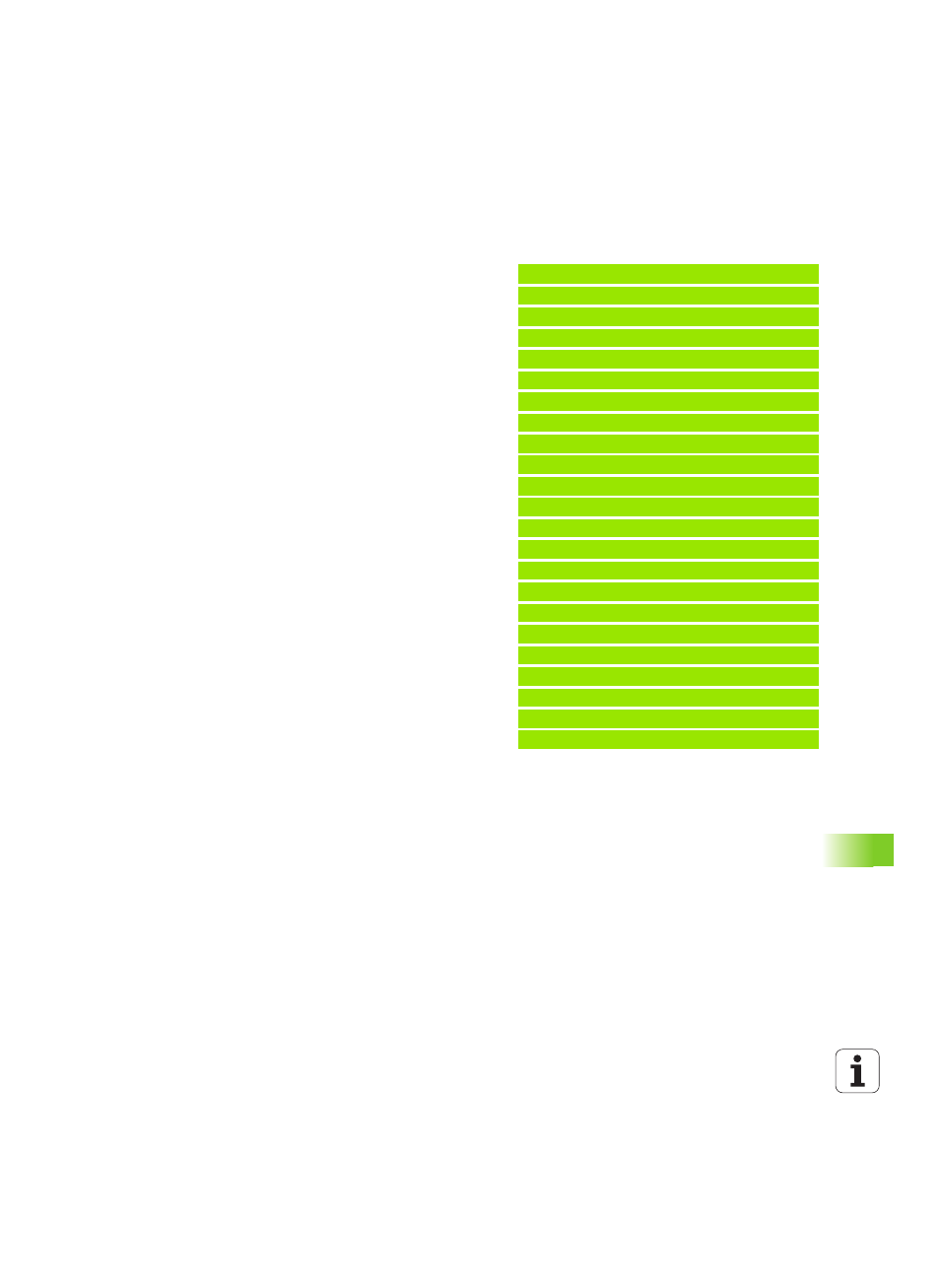
Ejemplo: Medir el cabezal de referencia
1 TOOL CALL "PALPADOR" Z
2 TCH PROBE 451 MEDIR CINEMÁTICA
Q406=1
;MODO
Q407=12.5 ;RADIO DE LA BOLA
Q320=0
;DIST.-SEGURIDAD
Q408=0
;ALTURA DE RETROCESO
Q253=2000 ;AVANCE DE PREPOSICIONAMIENTO
Q380=45
;ÁNGULO DE REFERENCIA
Q411=-90
;ÁNGULO INICIAL EJE A
Q412=+90
;ÁNGULO FINAL EJE A
Q413=45
;ÁNGULO INCIDENCIA EJE A
Q414=4
;PUNTOS DE MEDICIÓN EJE A
Q415=-90
;ÁNGULO INICIAL EJE B
Q416=+90
;ÁNGULO FINAL EJE B
Q417=0
;ÁNGULO INCIDENCIA EJE B
Q418=2
;PUNTOS DE MEDICIÓN EJE B
Q419=+90
;ÁNGULO INICIAL EJE C
Q420=+270 ;ÁNGULO FINAL EJE C
Q421=0
;ÁNGULO INCIDENCIA EJE C
Q422=3
;PUNTOS DE MEDICIÓN EJE C
Q423=4
;NÚMERO PUNTOS MEDICIÓN
Q431=3
;FIJAR PRESET
Q432=0
;ZONA ANGULAR HOLGURAS