4 medir angulo (ciclo 420, din/iso: g420), Desarrollo del ciclo, Tener en cuenta durante la programación – HEIDENHAIN 530 (340 49x-07) Cycle programming Manual del usuario
Página 419
HEIDENHAIN iTNC 530
419
16.4 MEDIR ANGUL
O
(ciclo 420, DIN/ISO: G420)
16.4 MEDIR ANGULO (ciclo 420,
DIN/ISO: G420)
Desarrollo del ciclo
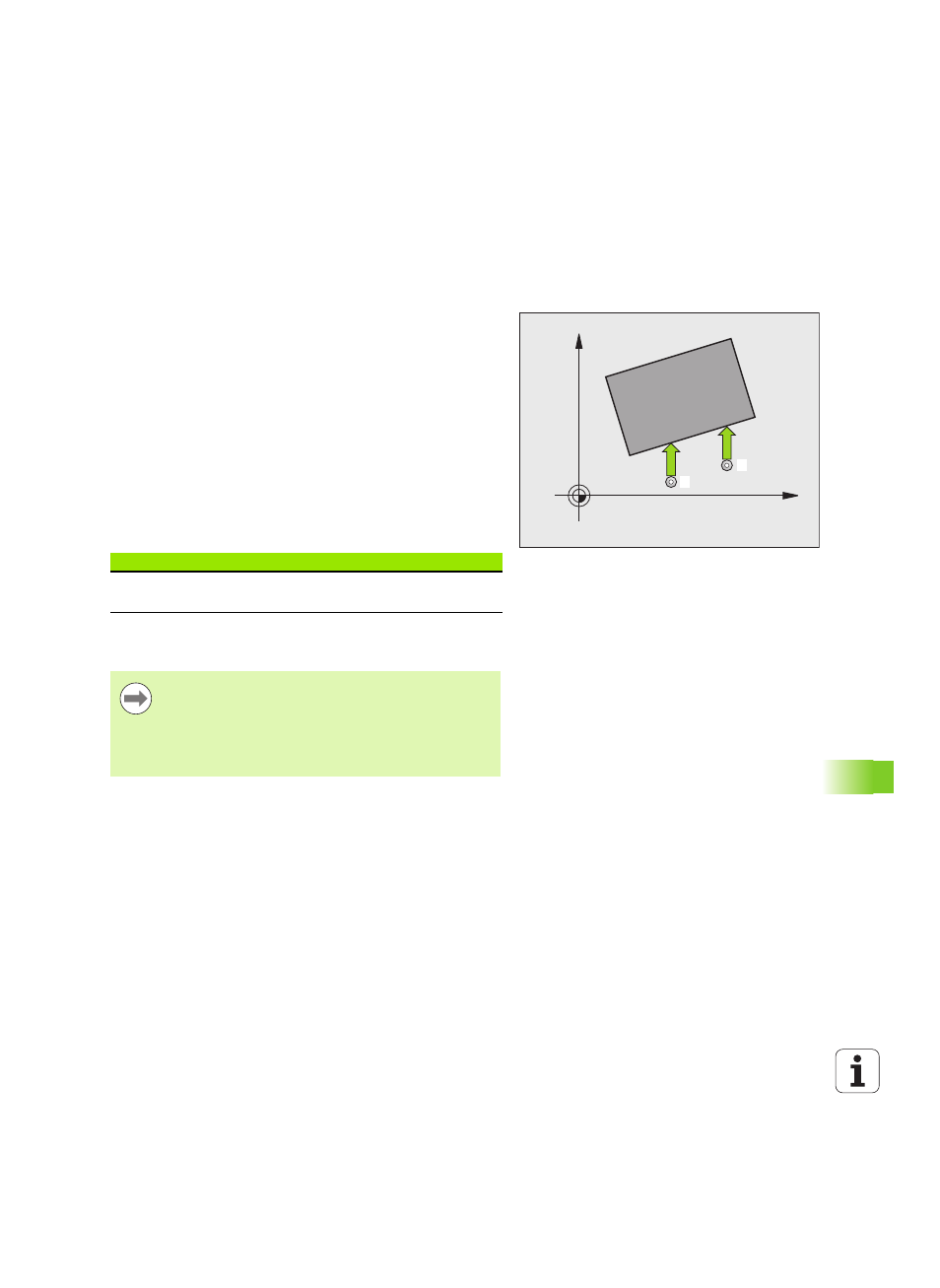
El ciclo de palpación 420 calcula el ángulo, que forma cualquier recta
con el eje principal del plano de mecanizado.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150)
y según la lógica de posicionamiento Ver “Ejecutar ciclos de
palpación” en pág. 332 hacia el punto de palpación programado
1
.
Para ello, el TNC desplaza el palpador según la distancia de
seguridad en la dirección de desplazamiento opuesta a la
determinada
2 A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (MP6120)
3
A continuación el palpador se desplaza al siguiente punto de
palpación
2
y ejecuta el segundo proceso de palpación
4
El TNC retira el palpador a la distancia de seguridad y memoriza el
ángulo calculado en los siguientes parámetros Q:
¡Tener en cuenta durante la programación!
X
Y
1
2
Nº de parámetro
Significado
Q150
Ángulo medido en relación al eje principal
del plano de mecanizado
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Con la definición eje palpador = eje de medición,
seleccionar Q263 igual a Q265, cuando el ángulo se mide en
dirección al eje A: seleccionar Q263 diferente de Q265,
cuando el ángulo se mide en dirección del eje B.