6 desbaste (ciclo 22, din/iso: g122), Desarrollo del ciclo – HEIDENHAIN 530 (340 49x-07) Cycle programming Manual del usuario
Página 198
198
Ciclos de mecanizado: Cajera de contorno, trazados de contorno
7.
6 DESBA
S
TE (ciclo 22, DIN/ISO:
G122)
7.6 DESBASTE (ciclo 22,
DIN/ISO: G122)
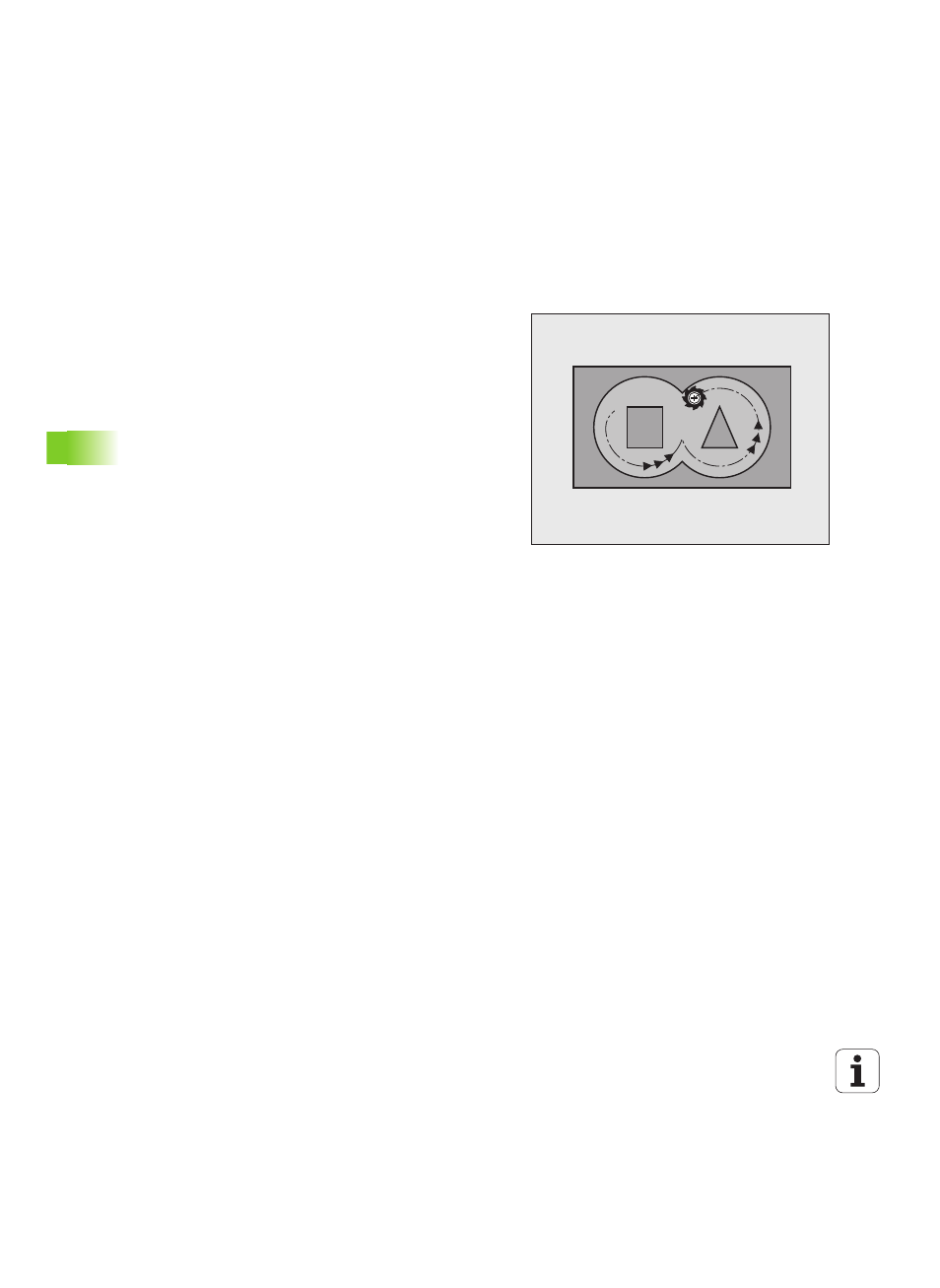
Desarrollo del ciclo
1
El TNC posiciona la hta. sobre el punto de profundización; para ello
se tiene en cuenta la sobremedida de acabado lateral
2
En la primera profundidad de paso la hta. fresa el contorno de
dentro hacia afuera con el avance de fresado Q12
3
Para ello se fresa libremente el contorno de la isla (aquí: C/D) con
una aproximación al contorno de la cajera (aquí: A/B)
4
En el próximo paso el TNC desplaza la herramienta a la próxima
profundidad de aproximación y repite el proceso de desbaste,
hasta que se alcance la profundidad programada
5
Para finalizar el TNC retorna la herramienta a la altura de seguridad
A
B
C
D