Parámetros de ciclo – HEIDENHAIN 530 (340 49x-07) Cycle programming Manual del usuario
Página 195
HEIDENHAIN iTNC 530
195
7.
4 D
A
T
O
S DEL CONT
ORNO (ciclo
20, DIN/ISO: G120)
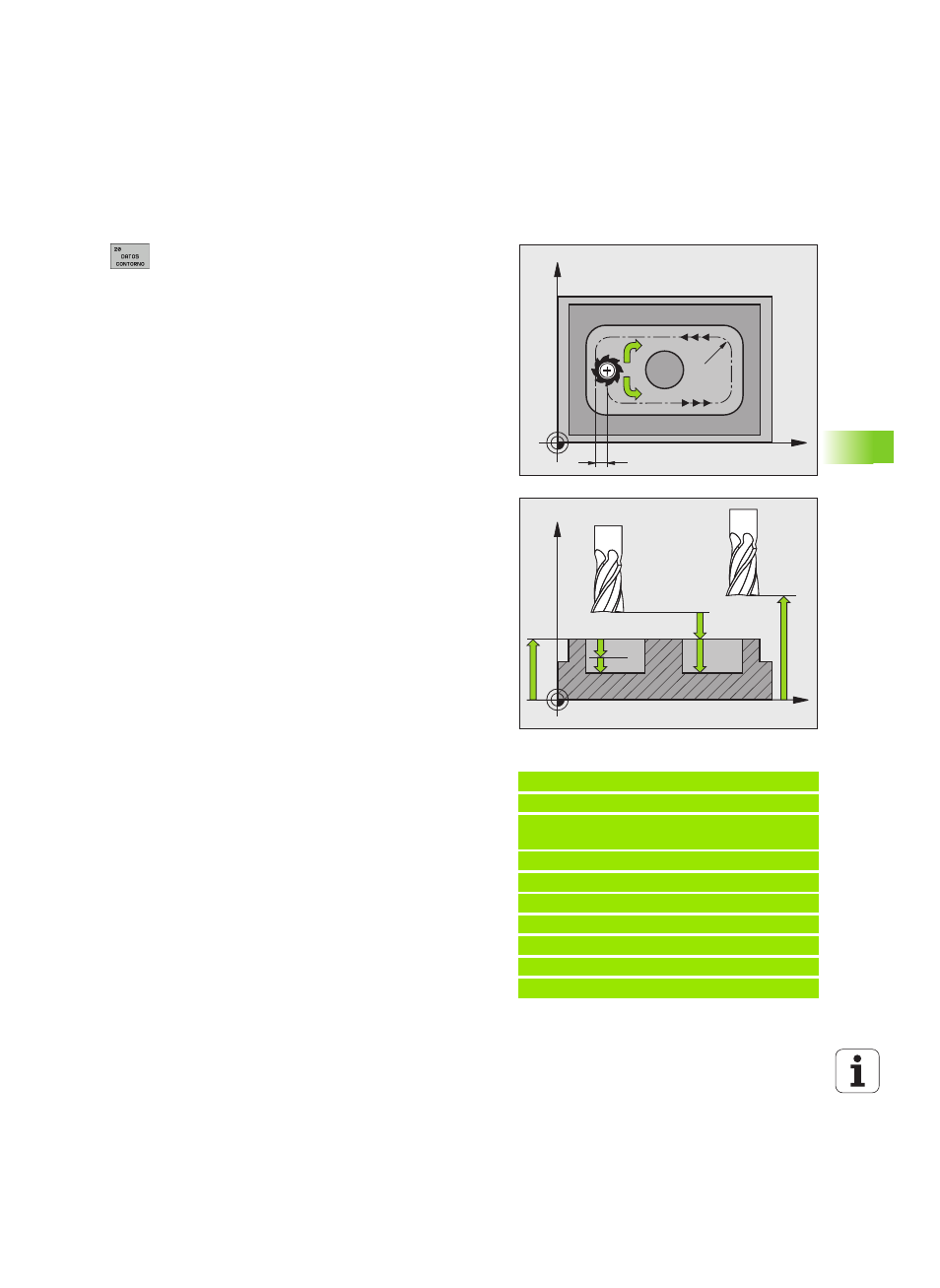
Parámetros de ciclo
U
Profundidad de fresado
Q1 (valor incremental):
Distancia entre la superficie de la pieza y la base de la
cajera Campo de introducción -99999,9999 a
99999.9999
U
Factor de solapamiento en la trayectoria Q2: Q2 x
radio de la herramienta. da como resultado la
aproximación lateral k. Campo de introducción -
0,0001 a 1,9999
U
Sobremedida del acabado lateral
Q3 (valor
incremental): Sobremedida de acabado en el plano de
mecanizado. Campo de introducción -99999,9999
hasta 99999,9999
U
Sobremedida de acabado en profundidad
Q4 (valor
incremental): Sobremedida de acabado para la
profundidad. Campo de introducción -99999,9999 a
99999.9999
U
Coordenada de la superficie de la pieza
Q5 (valor
absoluto): Coordenada absoluta de la superfice de la
pieza. Campo de introducción -99999,9999 a
99999.9999
U
Distancia de seguridad
Q6 (valor incremental):
Distancia entre la superficie frontal de la hta. y la
superficie de la pieza. Campo de introducción 0 hasta
99999,9999 alternativo PREDEF
U
Altura de seguridad
Q7 (valor absoluto): Altura
absoluta, en la cual no se puede producir ninguna
colisión con la pieza (para posicionamiento intermedio
y retroceso al final del ciclo). Campo de introducción
-99999,9999 hasta 99999,9999 alternativo PREDEF
U
Radio de redondeo interior
Q8: Radio de redondeo
en "esquinas" interiores; el valor introducido se refiere
a la trayectoria del centro de la hta. y se utiliza para
calcular movimiento de desplazamiento más suaves
entre los elementos del contorno. ¡Q8 no es un radio
que el TNC inserta como elemento de contorno
separado entre los elementos programados!
Campo de entrada: 0 a 99999,9999
U
¿Sentido de giro ?
Q9: Dirección de mecanizado
para cajeras
Q9 = -1 contramarcha para cajera e isla
Q9 = +1 marcha síncrona para cajera e isla
Alternativo PREDEF
En una interrupción del programa se pueden comprobar y si es preciso
sobreescribir los parámetros del mecanizado
Ejemplo: Bloques NC
57 CYCL DEF 20 DATOS DEL CONTORNO
Q1=-20
;PROFUNDIDAD DE FRESADO
Q2=1
;SOLAPAMIENTO DE LA
TRAYECTORIA
Q3=+0,2
;SOBREMEDIDA LATERAL
Q4=+0,1
;SOBREMEDIDA EN PROFUNDIDAD
Q5=+30
;COORDENADA SUPERFICIE
Q6=2
;DISTANCIA DE SEGURIDAD
Q7=+80
;ALTURA SEGURIDAD
Q8=0,5
;RADIO DE REDONDEO
Q9=+1
;SENTIDO DE GIRO
X
Y
k
Q9=+1
Q8
Q9=1
X
Z
Q6
Q7
Q1
Q10
Q5