Parámetros de ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 328
328
Ciclos: Funciones especiales
12.7 T
O
RNEAR POR INTERPOLA
CIÓN (opción de sof
tw
a
re
, ciclo 290,
DIN/ISO:
G290)
Parámetros de ciclo
Distancia de seguridad
Q200 (incremental):
Distancia de prolongación del contorno definido
durante la aproximación y la retirada. Campo de
introducción 0 hasta 99999,9999 alternativo PREDEF
Altura de seguridad
Q445 (valor absoluto): Altura
absoluta en la cual no se puede producir una colisión
entre la hta. y la pieza; posición de retroceso de la hta.
al final del ciclo. Campo de introducción -99999,9999
hasta 99999,9999
Ángulo para orientación del cabezal
Q336
(absoluto): ángulo para posicionar la cuchilla en la
posición 0° del cabezal. Campo de introducción -
360,0000 hasta 360,0000
Velocidad de corte [m/min]
Q440: velocidad de
corte de la herramienta en m/min. Campo de
introducción 0 hasta 99,999
Profundización por revolución [mm/U]
Q441:
avance que realiza la herramienta con cada
revolución. Campo de introducción 0 hasta 99,999
Ángulo inicial plano XY
Q442: Ángulo inicial en el
plano XY. Campo de introducción 0 hasta 359,999
Dirección de mecanizado (-1/+1)
Q443:
Mecanizado en sentido del reloj: Introducir = -1
Mecanizado contra el sentido del reloj: Introducir =
+1
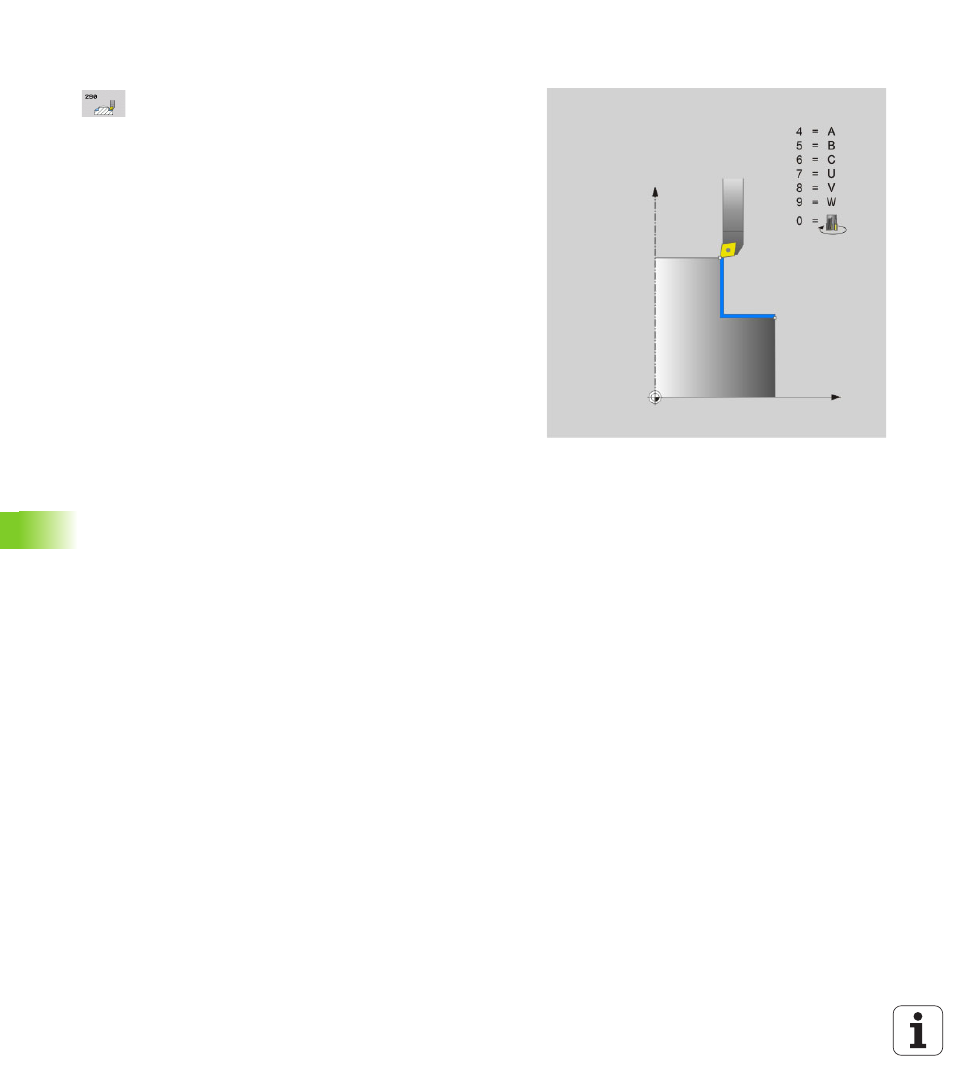
Eje interpolante (4...9)
Q444: denominación de
eje del eje de interpolación.
Eje A es el eje de interpolación: Introducir = 4
Eje B es el eje de interpolación: Introducir = 5
Eje C es el eje de interpolación: Introducir = 6
Eje U es el eje de interpolación: Introducir = 7
Eje V es el eje de interpolación: Introducir = 8
Eje W es el eje de interpolación: Introducir = 9
Fresar contorno: Introducir = 0