Desarrollo del ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 217
HEIDENHAIN iTNC 530
217
7.
12 TRAZADO DEL CONT
ORNO 3D
(ciclo 27
6, DIN/ISO:
G27
6
)
7.12 TRAZADO DEL CONTORNO 3D
(ciclo 276, DIN/ISO: G276)
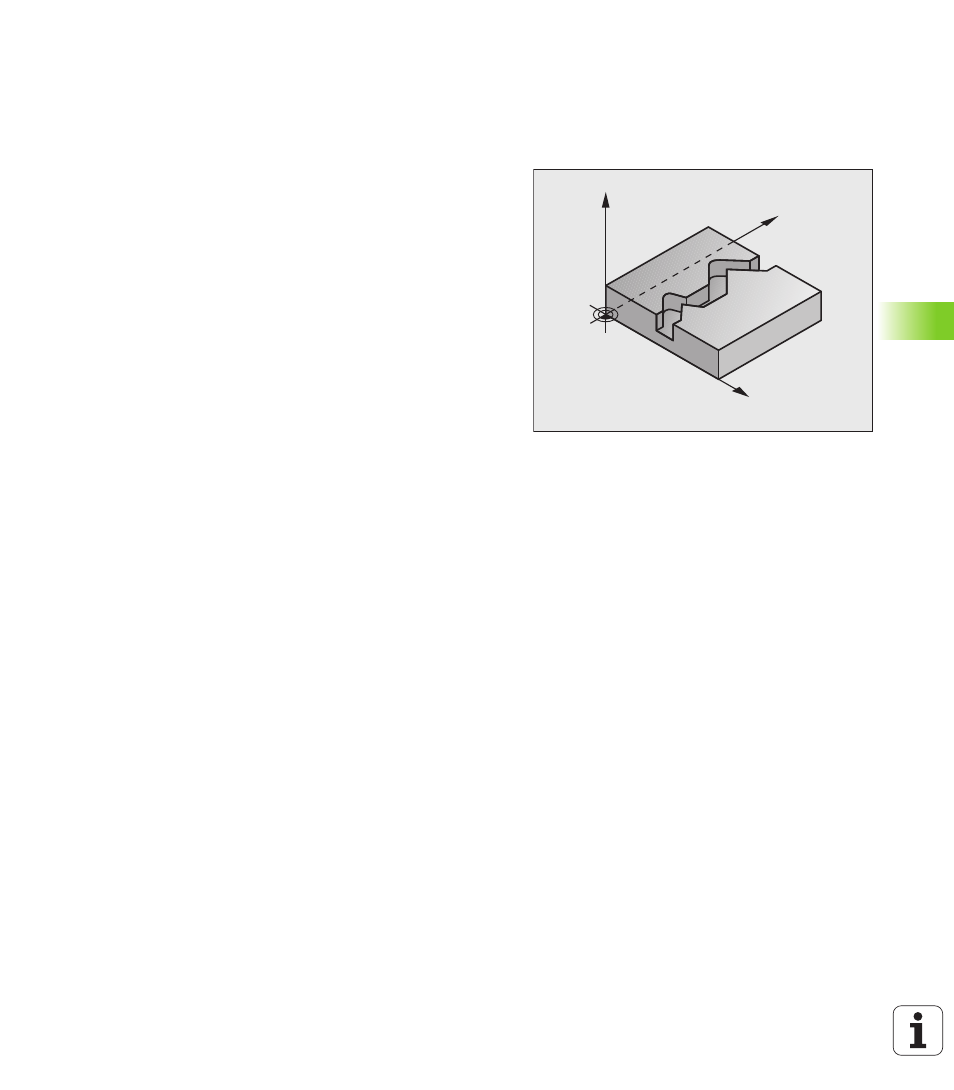
Desarrollo del ciclo
Con este ciclo y el ciclo 14 CONTORNO se pueden mecanizar contornos
abiertos y cerrados. Si es necesario, el repasado del contorno en
esquinas interiores se puede realizar también con el reconocimiento
automático del material restante.
El ciclo 276 TRAZADO DE CONTORNO 3D en comparación con el ciclo 25
TRAZADO DE CONTORNO
, también interpreta coordenadas en el eje de
herramienta (eje Z), definidas en el subprograma Contorno. De esta
manera se pueden mecanizar de forma sencilla los contornos creados
en el sistema CAM.
Mecanizado de un contorno sin profundización: profundidad de
fresado Q1 = 0
1
La herramienta se desplaza con la lógica de posicionamiento al
punto inicial del mecanizado que resulta del primer punto de
contorno de la dirección de mecanizado seleccionado y de la
función de aproximación seleccionada.
2
El TNC se aproxima tangencialmente al contorno y lo mecaniza
hasta el final del contorno
3
En el punto final del contorno, el TNC retira la herramienta
tangencialmente del contorno. El TNC realiza fa función de retirada
igual que en el cado de la función de aproximación
4
Finalmente, el TNC posiciona la herramienta en la altura de
seguridad
Mecanizado de un contorno con profundización: profundidad de
fresado Q1 no igual a 0 y profundidad de entrada Q10 definida
1
La herramienta se desplaza con la lógica de posicionamiento al
punto inicial del mecanizado que resulta del primer punto de
contorno de la dirección de mecanizado seleccionado y de la
función de aproximación seleccionada.
2
El TNC se aproxima tangencialmente al contorno y lo mecaniza
hasta el final del contorno
3
En el punto final del contorno, el TNC retira la herramienta
tangencialmente del contorno. El TNC realiza fa función de retirada
igual que en el cado de la función de aproximación
4
Si se ha seleccionado el mecanizado pendular (Q15=0), el TNC se
desplaza a la profundidad de profundización siguiente y mecaniza
el contorno de vuelta hasta el punto inicial original. Si no, el TNC
retira la herramienta a la altura de seguridad hacia el punto inicial
del mecanizado o allí a la profundidad de profundización siguiente.
El TNC realiza fa función de retirada igual que en el cado de la
función de aproximación
5
Este proceso se repite, hasta alcanzar la profundidad programada
6
Finalmente, el TNC posiciona la herramienta en la altura de
seguridad
Y
X
Z