6 fresado de rosca (ciclo 262, din/iso: g262), Desarrollo del ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 119
HEIDENHAIN iTNC 530
119
4.6 FRESADO DE R
O
SCA (ciclo
262, DIN/ISO:
G262)
4.6 FRESADO DE ROSCA (ciclo 262,
DIN/ISO: G262)
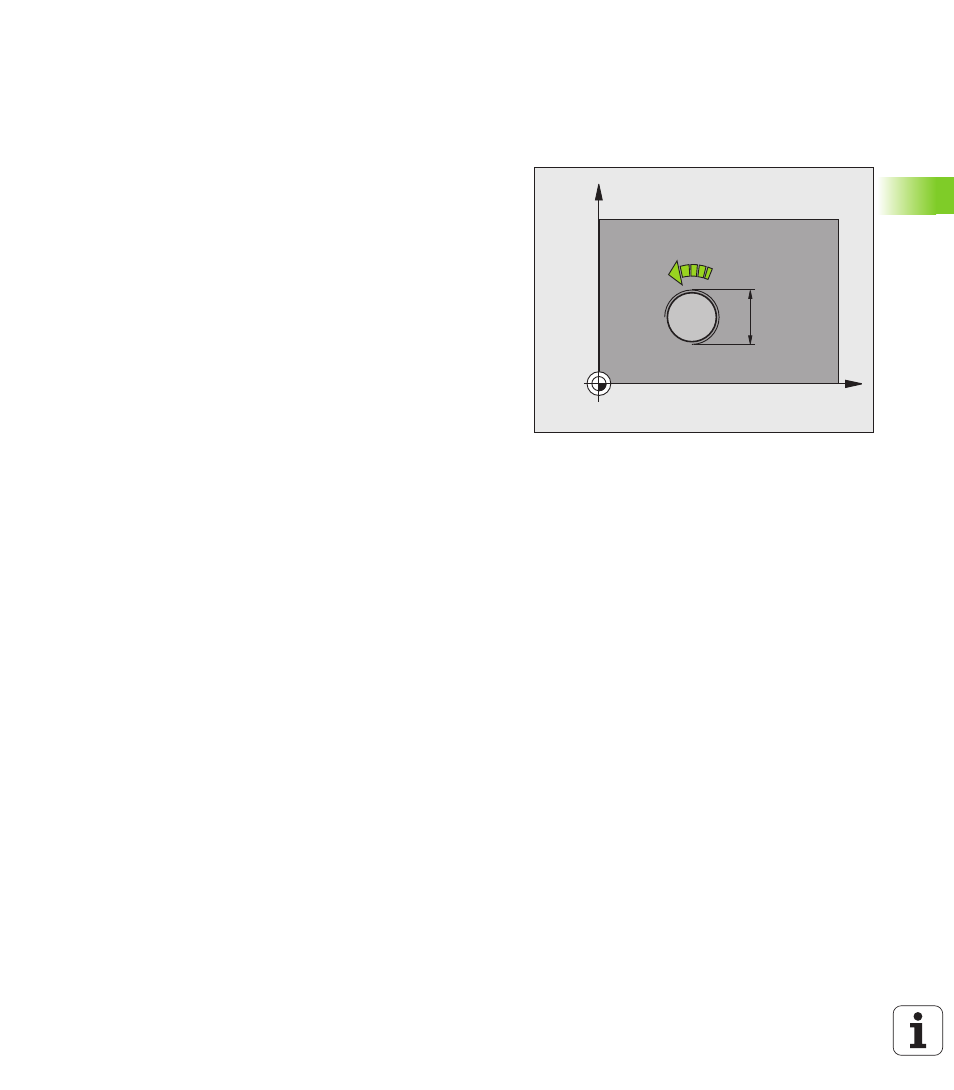
Desarrollo del ciclo
1
El TNC posiciona la herramienta en el eje de la misma en marcha
rápida FMAX a la distancia de seguridad sobre la superficie de la
pieza
2
La herramienta se desplaza con el avance programado en el
posicionamiento previo sobre el plano de partida. Éste se obtiene
del signo del paso de roscado, del tipo de fresado y del número de
pasos para repasar
3
A continuación, la herramienta se desplaza tangencialmente con
un movimiento helicoidal al diámetro nominal de la rosca. Para ello,
antes del movimiento de aproximación helicoidal se realiza un
movimiento de compensación del eje de la herramienta, para
poder comenzar con la trayectoria del roscado sobre el plano inicial
programado
4
Dependiendo del parámetro para el nº de roscas, la herramienta
fresa la rosca en un movimiento helicoidal, en varios o en uno
continuo
5
A continuación, la herramienta sale tangencialmente desde el
contorno hasta el punto de partida del plano de mecanizado
6
Al final del ciclo, el TNC desplaza la herramienta en marcha rápida
a la distancia de seguridad o - si se ha programado - a la 2ª distancia
de seguridad
X
Y
Q207
Q335