Desarrollo del ciclo, Tener en cuenta durante la programación – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manual del usuario
Página 350
350
Ciclos de palpación: Determinar puntos de referencia automáticamente
15.1
1 PT
O
. REF
. EJE DE P
A
LP
A
C
ION (ciclo 41
7,
DIN/ISO: G41
7
)
15.11 PTO. REF. EJE DE PALPACION
(ciclo 417, DIN/ISO: G417)
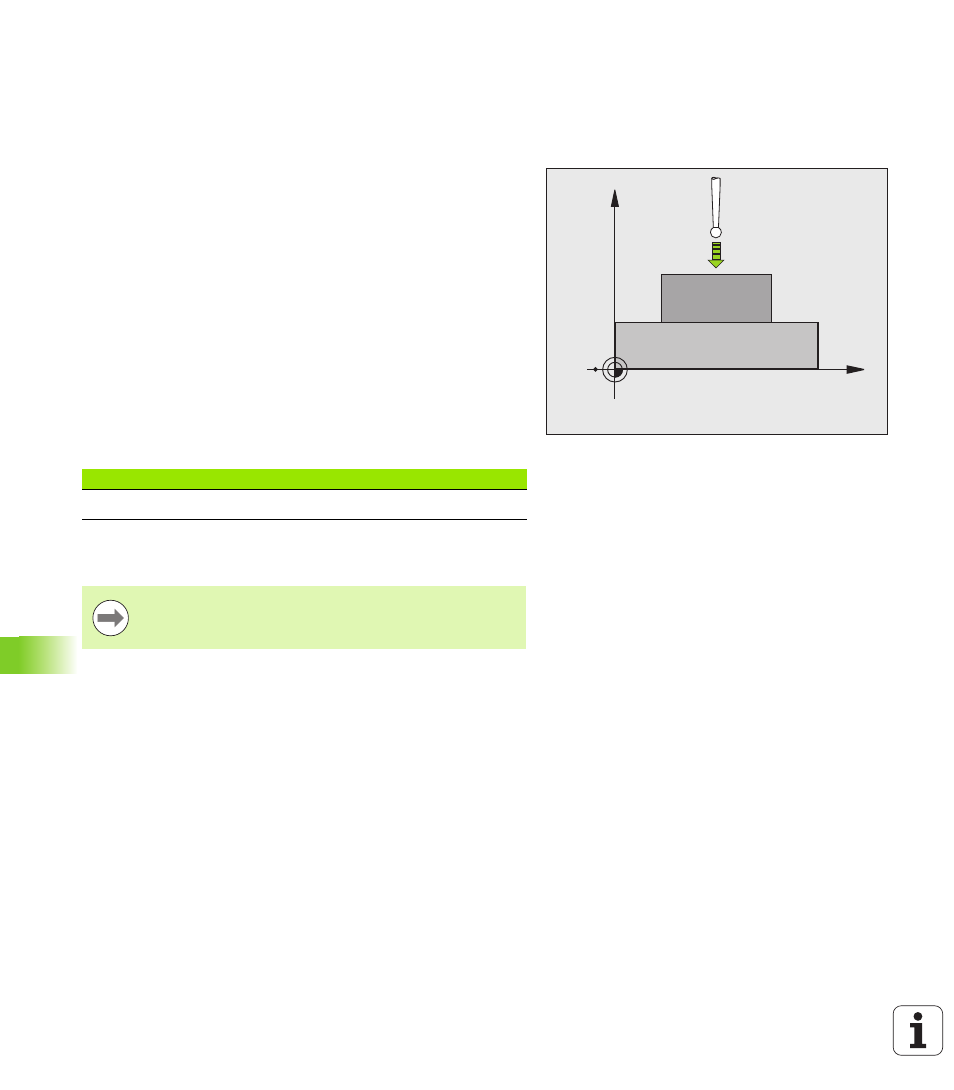
Desarrollo del ciclo
El ciclo de palpación 417 mide cualquier coordenada en el eje de
palpación y lo define como punto cero. Si se desea, el TNC también
puede escribir la coordenada medida en una tabla de puntos cero o de
preset.
1
El TNC posiciona el palpador en avance rápido (valor de columna
FMAX
) y según la lógica de posicionamiento ver “Ejecutar ciclos de
palpación” en pág. 283 hacia el punto de palpación programado
1
.
Para ello, el TNC desplaza el palpador según la distancia de
seguridad en la dirección del eje de palpación positivo
2
A continuación, el palpador se desplaza en el eje de palpación hacia
la coordenda del punto de palpación introducida
1
y genera, tras
una sencilla palpación, la posición real
3
A continuación el TNC posiciona el palpador de nuevo en la altura
de seguridad y procesa el punto de referencia calculado en relación
con los parámetros de ciclo Q303 y Q305 ver “Guardar punto de
referencia calculado” en pág. 313 y memoriza el valor actual en los
parámetros Q ejecutados a continuación
¡Tener en cuenta durante la programación!
X
Z
Q260
Nº de parámetro
Significado
Q160
Valor actual del punto medido
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Entonces el TNC fija el punto de referencia en dicho eje.