Acero al carbono, Plasma / gas protector o, 50 a corte – Hypertherm HPR260 Auto Gas Preventive Maintenance Program Rev.5 Manual del usuario
Página 98
5
MODO DE OPERAR
4-16
HPR260 Auto Gas Manual de Instrucciones
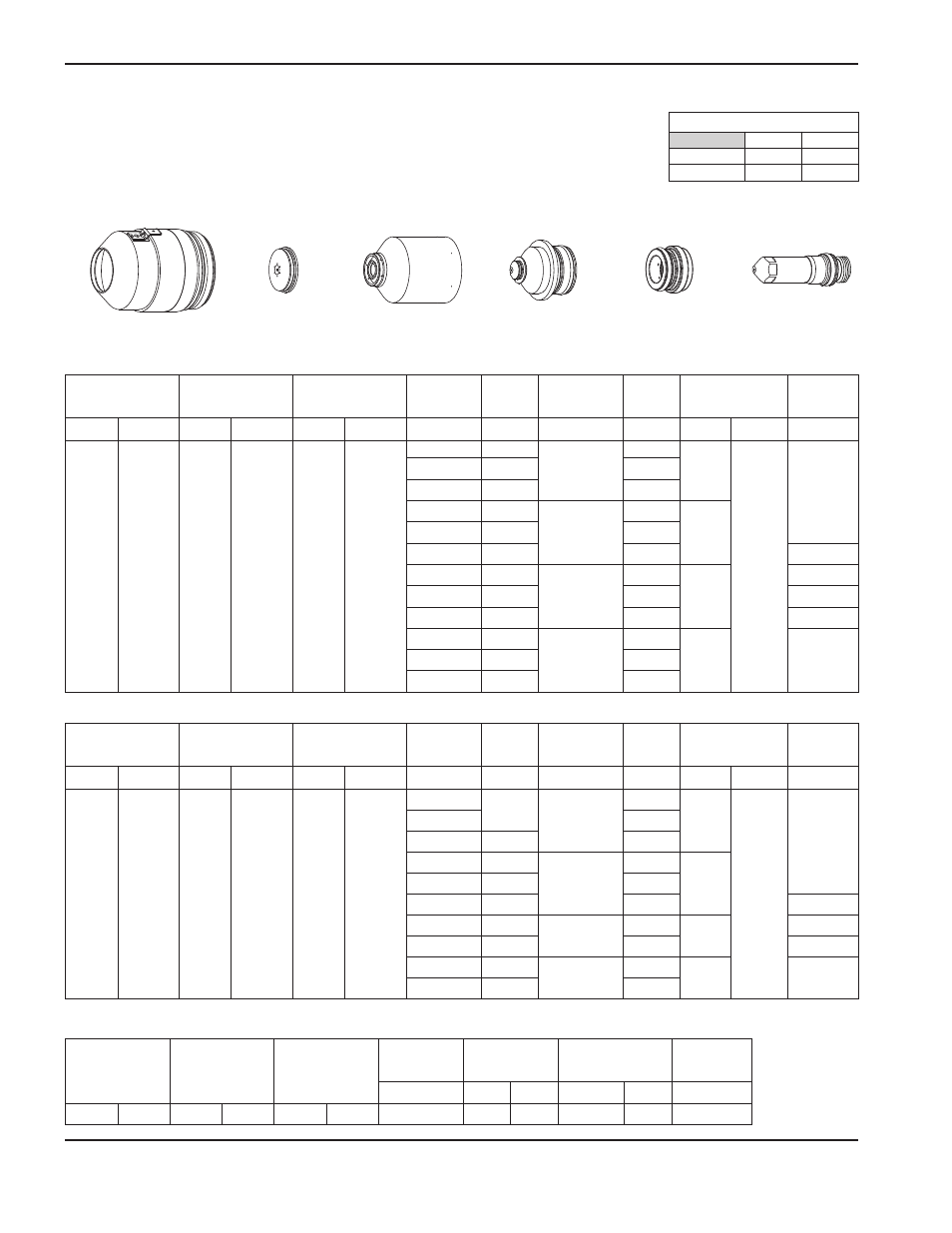
Acero al carbono
O
2
Plasma / gas protector O
2
50 A corte
220555
220173
220552
220313
220553
220554
Nota: El aire debe conectarse para usar este proceso. Se usa como el gas de preflujo.
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
pulg.
V
pulg.
ipm
pulg.
Factor %
seg.
O
2
O
2
70
30
81
14
.030
110
0.04
270
0.08
200
0.0
.036
210
.048
112
160
.060
114
0.05
125
0.10
.075
115
110
.105
118
80
0.1
.135
120
0.06
60
0.12
0.2
3/16
121
50
0.3
1/4
125
0.08
35
0.16
0.5
5/16
130
25
Inglés
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ipm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
118
Marcar
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
Factor %
seg.
O
2
O
2
70
30
81
14
0,8
110
1,0
6500
2,0
200
0,0
1
111
5000
1.2
112
4150
1.5
114
1,3
3200
2,6
2
115
2700
2,5
117
2200
0,1
3
119
1,5
1800
3,0
0,2
4
121
1400
0,3
5
122
1200
0,.4
6
126
2,0
950
4,0
0,5
7
128
780
8
130
630
Métrico
Flow
r
ates – lpm/scfh
O
2
Air
Preflow
0 / 0
43 / 90
Cutflow
25 / 52
0 / 0