Acero al carbono, Plasma o, Gas protector o – Hypertherm HPR260 Auto Gas Preventive Maintenance Program Rev.5 Manual del usuario
Página 262: 30 a corte
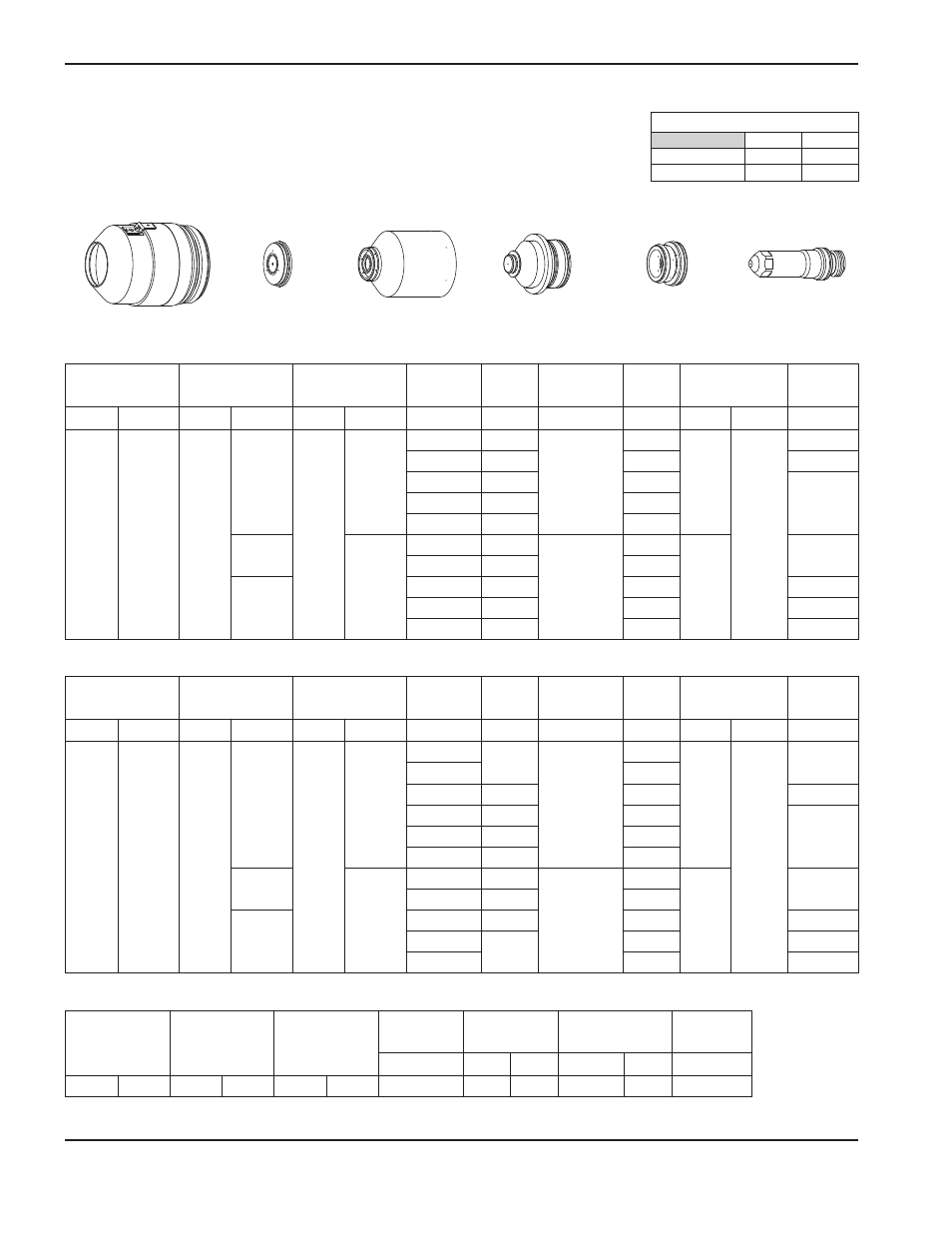
APÉNDICE C – TABLAS DE CORTE PARA REVISIONES ANTERIORES DEL SISTEMA
c-2
HPR260 Auto Gas Manual de Instrucciones
4
220194
220173
220192
220313
220180
220193
*Se recomienda “Perforación completa” para este grosor.
Acero al carbono
Plasma O
2
/ gas protector O
2
30 A corte
Nota: El aire debe conectarse para usar este proceso. Se usa como el gas de preflujo.
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
Factor %
seg.
O
2
O
2
78
17
94
17
0,5
114
1,3
5355
2,3
180
0,1
0,8
115
4225
0,2
1
116
3615
0,3
1,2
117
2865
1,5
119
2210
35
7
2
120
1,5
1490
2,7
0,4
2,5
122
1325
75
3*
123
1160
0,5
4*
125
905
0,7
6*
128
665
1,0
Métrico
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
pulg.
V
pulg.
ppm
pulg.
Factor %
seg.
O
2
O
2
78
17
94
17
0.018
114
0.050
215
0.090
180
0.1
0.024
200
0.030
115
170
0.2
0.036
116
155
0.3
0.048
117
110
0.060
119
85
35
7
0.075
120
0.060
60
0.110
0.4
0.105
122
50
75
0.135*
123
40
0.5
3/16*
128
30
0.7
1/4*
25
1.0
Inglés
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ppm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
105
Marcar
Taza de flujo – lpm/scfh
O
2
Aire
Preflujo
0 / 0
46 / 97
Flujo de corte
22 / 46
0 / 0