Acero al carbono, Plasma o, Gas protector aire 260 a corte – Hypertherm HPR260 Auto Gas Preventive Maintenance Program Rev.5 Manual del usuario
Página 102
MODO DE OPERAR
4-20
HPR260 Auto Gas Manual de Instrucciones
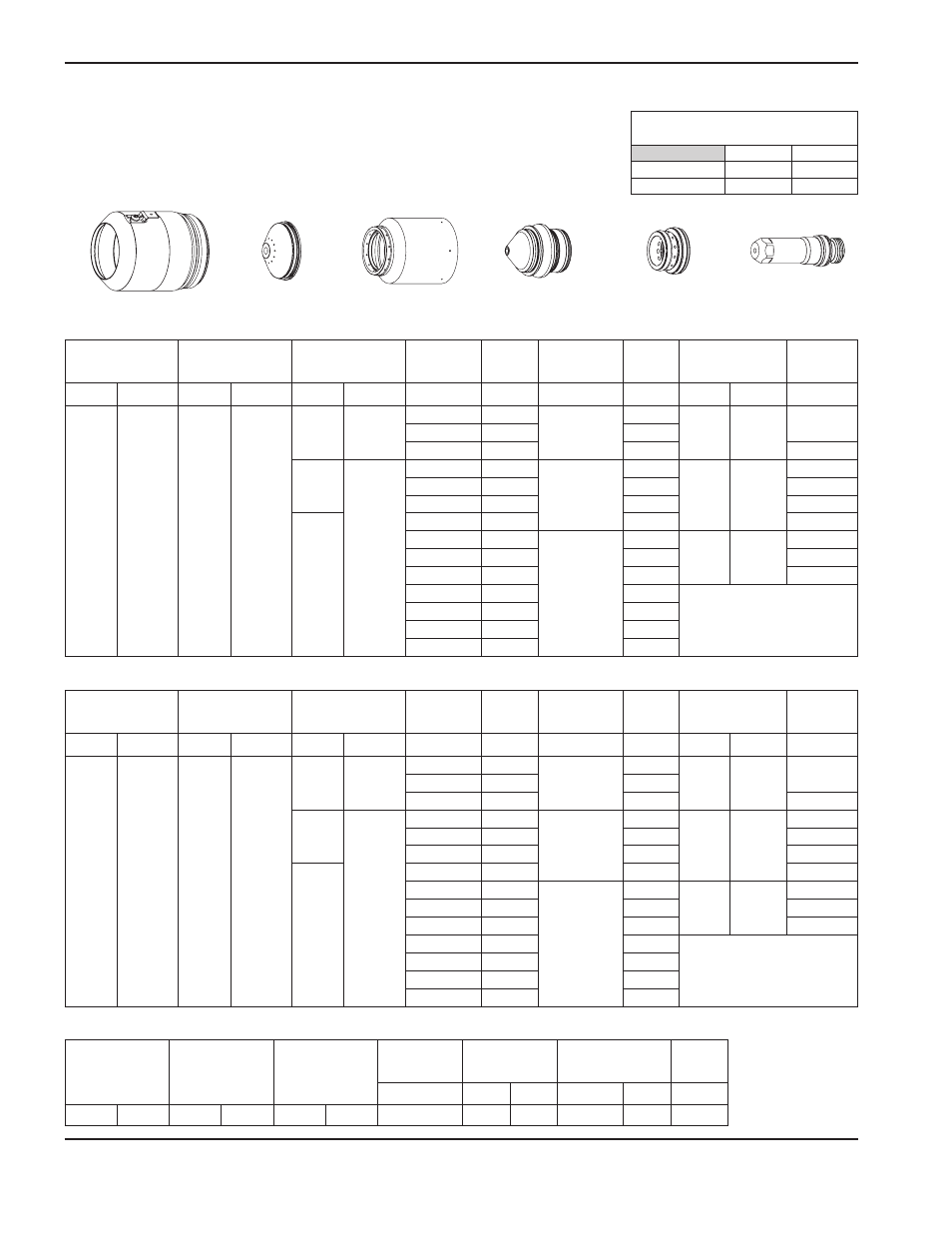
5
220440
220398
220435
220433
220436
220439
Acero al carbono
Plasma O
2
/ gas protector aire
260 A corte
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
mm
V
mm
mm/m
mm
Factor %
seg.
O
2
Aire
22
49
76
46
6
150
2,8
6500
8,5
300
0,3
10
150
4440
12
150
3850
0,4
80
49
15
155
3,6
3130
9,0
250
0,5
20
159
2170
0,6
22
166
1930
0,7
84
25
171
1685
0,8
28
170
4,8
1445
9,5
200
0,9
32
172
1135
1,0
38
174
895
1,2
44
185
580
Arranque desde el filo
50
188
405
58
193
290
64
202
195
Métrico
Inglés
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora de
perforado
Plasma Protección Plasma Protección Plasma Protección
pulg.
V
pulg.
ppm
pulg.
Factor %
seg.
O
2
Aire
22
49
76
46
1/4
150
0.110
250
0.330
300
0.3
3/8
150
180
1/2
150
145
0.4
80
49
5/8
155
0.140
115
0.350
250
0.5
3/4
159
90
0.6
7/8
166
75
0.7
84
1
171
65
0.8
1-1/8
170
0.190
55
0.380
200
0.9
1-1/4
172
45
1.0
1-1/2
174
35
1.2
1-3/4
185
22
Arranque desde el filo
2
188
15
2-1/4
193
12
2-1/2
202
8
Taza de flujo – lpm/scfh @ para la fijación
de 19 mm. (3/4 pulg.)
O
2
Aire
Preflujo
0 / 0
130 / 275
Flujo de corte
42 / 88
104 / 220
Seleccione
gases
Fije preflujo
Fije corte de flujo
(cutflow)
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcar
Voltaje
de arco
A
mm
pulg.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
135
Marcar