Fuente de energía a cable de interface cnc – Hypertherm HPR260 Auto Gas Preventive Maintenance Program Rev.5 Manual del usuario
Página 60
INSTALACIÓN
3-24
HPR260 Auto Gas Manual de Instrucciones
5
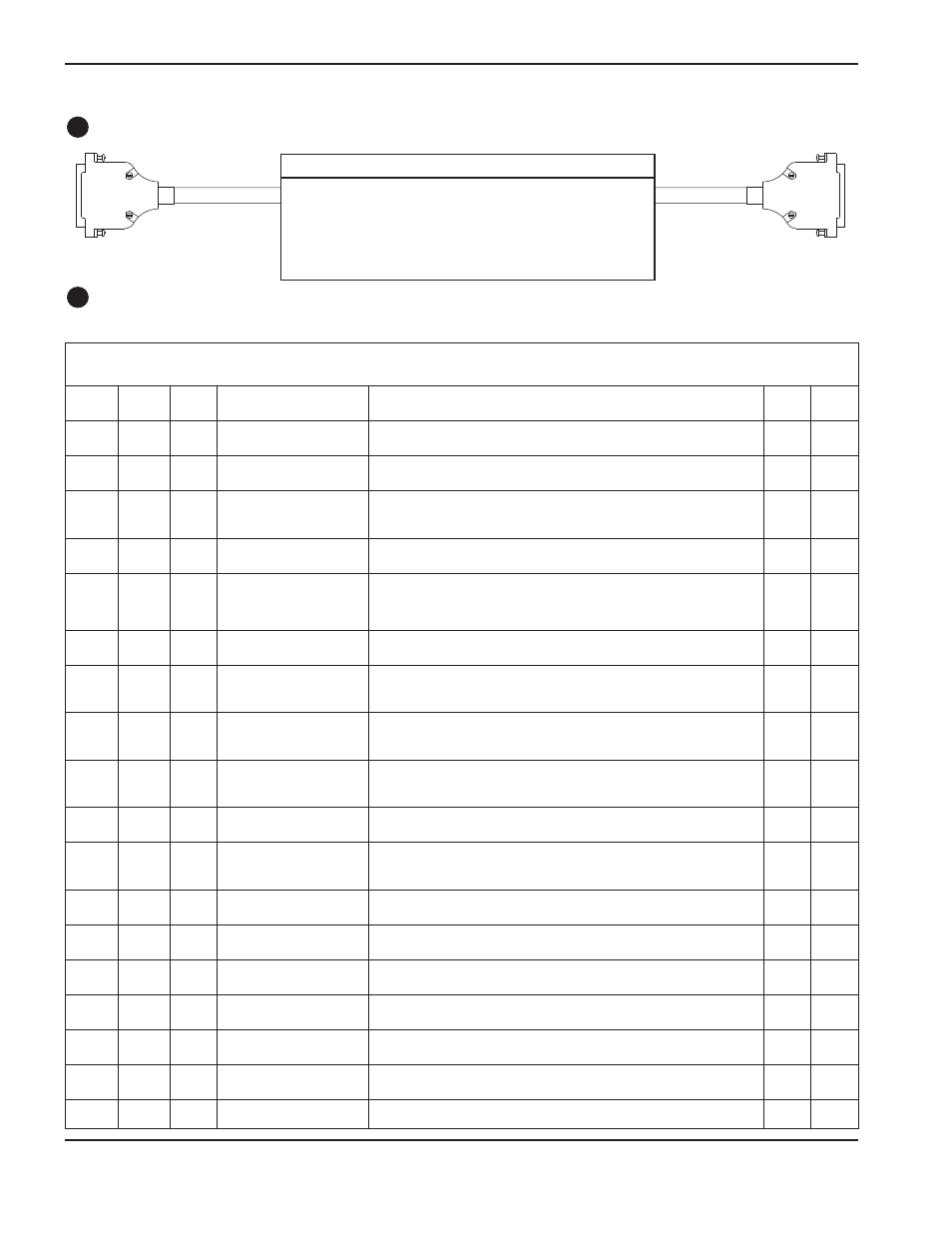
No. de pieza
Largo
No. de pieza
Largo
123210
3 m (10 ft)
123741
25 m (82 ft)
123211
4.5 m (15 ft)
123742
35 m (115 ft)
123022
7.5 m (25 ft)
123220
45 m (150 ft)
123214
10 m (35 ft)
123852
60 m (200 ft)
123023
15 m (50 ft)
123853
75 m (250 ft)
123851
20 m (65 ft)
Fuente de energía a cable de interface CNC
8
A J 300
Fuente de energía
CNC
Cable de interface CNC de sistema múltiple opcional
(véase los esquemáticos para información
sobre instalación)
9
Color
del
alambre
Número
de
patilla
Entrada/
Salida
Nombre de la señal
Función
Entrada/
Salida
Notas
Negro
Rojo
1
20
Entrada
Entrada
Rx -
Rx +
Recibidor de serie RS-422
Recibidor de serie RS-422
Salida
Salida
Negro
Verde
2
21
Salida
Salida
Tx -
Tx +
Transmisor de serie RS-422
Transmisor de serie RS-422
Entrada
Entrada
Negro
Azul
3
22
Conexión a tierra RS-422
Ninguna
Conexión a tierra de serie RS-422
Sin uso
Negro
Amarillo
4
23
Salida
Salida
Movimiento 1 E (-)
Movimiento 1 C (+)
Notifica al CNC que la transferencia del arco ha ocurrido y el comenzar
el movimiento de la máquina una vez que la demora del temporizador
de perforación del CNC ha completado su tiempo.
Entrada
Entrada
2 y 3
Negro
Café
5
24
Salida
Salida
Error E (-)
Error C (+)
Notifica a CNC que ha ocurrido un error.
Entrada
Entrada
2
Negro
Naranja
6
25
Salida
Salida
Error E de descendimiento
paulatino (-)
Error C de descendimiento
paulatino (+)
Notifica al CNC que un error de descendimiento paulatino ha ocurrido.
Entrada
Entrada
2
Rojo
Blanco
7
26
Salida
Salida
No está listo E (-)
No está listo C (+)
Notificó a CNC (control numérico computarizado) que el sistema plasma
no está listo a disparar un arco.
Entrada
2
Rojo
Verde
8
27
Salida
Salida
Movimiento 2 E (-)
Movimiento 2 C (+)
Notifica al CNC que la transferencia del arco ha ocurrido y el comenzar
el movimiento de la máquina una vez que la demora del temporizador
de perforación del CNC ha completado su tiempo.
Entrada
Entrada
2 y 3
Rojo
Azul
9
28
Salida
Salida
Movimiento 3 E (-)
Movimiento 3 C (+)
Notifica al CNC que la transferencia del arco ha ocurrido y el comenzar
el movimiento de la máquina una vez que la demora del temporizador
de perforación del CNC ha completado su tiempo.
Entrada
Entrada
2 y 3
Rojo
Amarillo
10
29
Salida
Salida
Movimiento 4 E (-)
Movimiento 4 C (+)
Notifica al CNC que la transferencia del arco ha ocurrido y el comenzar
el movimiento de la máquina una vez que la demora del temporizador
de perforación del CNC ha completado su tiempo.
Entrada
Entrada
2 y 3
Rojo
Café
11
30
Ninguna
Ninguna
Sin uso
Sin uso
Rojo
Naranja
12
31
Entrada
Entrada
Angle -
Angle +
CNC notifica al sistema por plasma que está acercándose a una esquina y
se debe reducir la corriente de corte (la corriente de corte se selecciona
por el CNC o desciende automáticamente a 50% de la corriente de corte)
Salida
Salida
1
Verde
Blanco
13
32
Entrada
Entrada
Perforación -
Perforacióne +
CNC notifica al sistema por plasma que mantenga preflujo protector
hasta que el CNC libere la señal.
Salida
1
Verde
Azul
14
33
Entrada
Entrada
Sostén -
Sostén +
No se requiere sin CommandTHC. CommandTHC requiere señal a los
gases de preflujo durante IHS.
Salida
1
Verde
Amarillo
15
34
Entrada
Entrada
Comenzar -
Comenzar +
CNC inicia el arco plasma.
Salida
Salida
1
Verde
Café
16
35
Ninguna
Ninguna
Sin uso
Sin uso
Verde
Naranja
17
36
Ninguna
Tierra de potencia
Sin uso
Terra
Blanco
Negro
18
37
Tierra de potencia
CNC +24 VDC
Terra
Disponible 24 VDC (200 miliamperios máximo) Ver notas.
4
19
CNC + 24 VDC
No conectada