Corte de bisel de acero inoxidable plasma h35 y n, Gas protector n, 130 a – Hypertherm HPR260 Auto Gas Preventive Maintenance Program Rev.5 Manual del usuario
Página 296
5
d-8
HPR260 Auto Gas Manual de Instrucciones
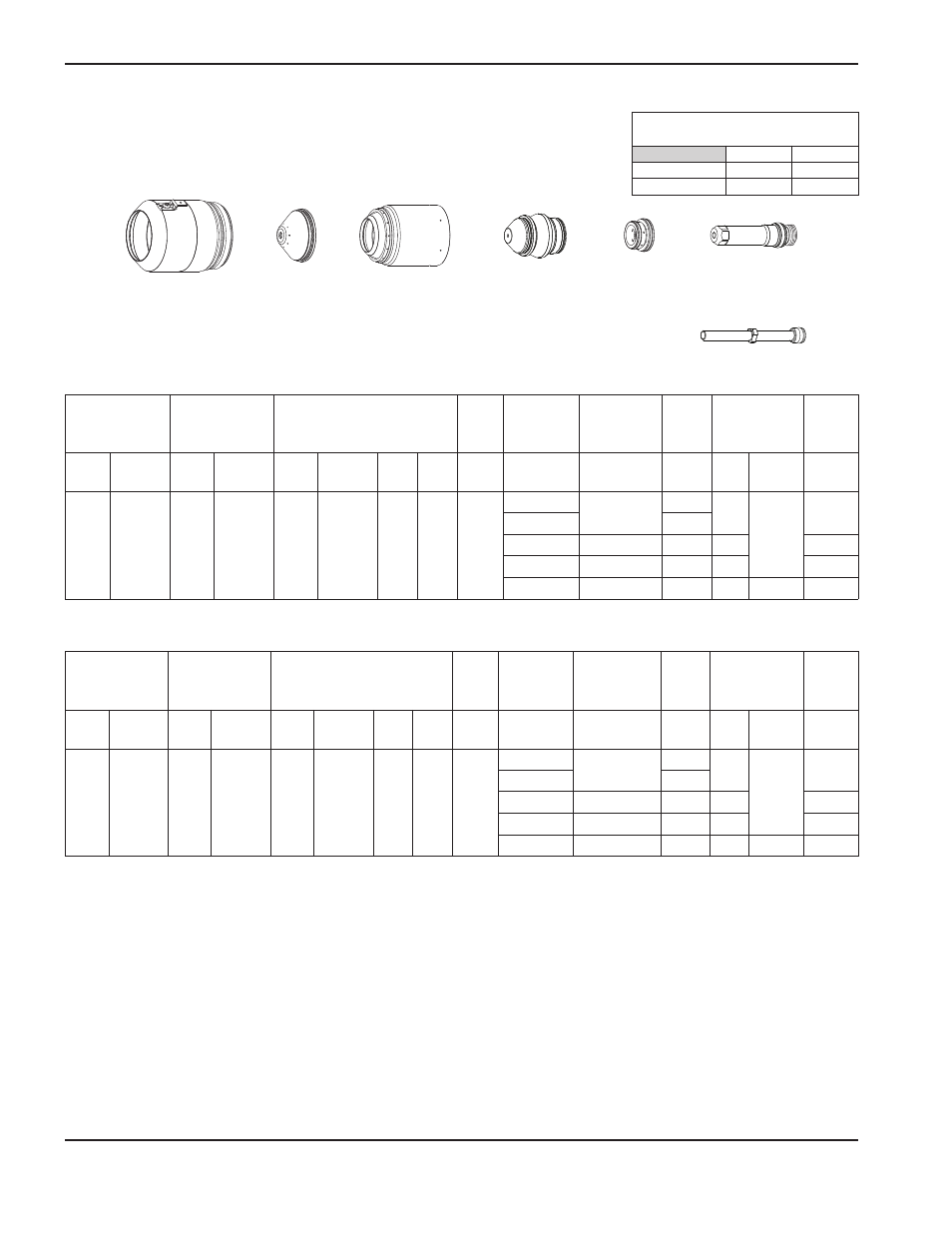
APÉNDICE D – CORTE DE BISEL
Métrico
Inglés
Seleccione
gases
Fije
preflujo
Fije corte de flujo
(cutflow)
Despeje
mínim
Espesor
equivalente
del material
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora
de
perforado
Plasma Protección Plasma Protección Plasma Protección
Mezcle
gas 1
Mezcle
gas 2
mm
mm
Gama (mm)
mm/m
mm Factor %
seg.
H35
N
2
19
51
75
80
32
18
2,0
6
3,0 – 10,0
1835
6,0
200
0,3
10
1195
12
3,5 – 10,0
875
7,0
0,5
15
3,8 – 10,0
670
7,6
0,8
20
3,0 – 10,0
305
7,7
180
1,3
220609
220398
220606
220608
220179
220656
Nota: La gama del ángulo de biselar es 0º a 45º. Se debe usar el tubo de agua 220571
con estos consumibles de biselar.
Corte de bisel de acero inoxidable
Plasma H35 y N
2
/ gas protector N
2
130 A
Seleccione
gases
Fije
preflujo
Fije corte de flujo
(cutflow)
Despeje
mínim
Espesor
equivalente
del material
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
de perforación
Demora
de
perforado
Plasma Protección Plasma Protección Plasma Protección
Mezcle
gas 1
Mezcle
gas 2
pulg.
pulg.
Gama (pulg.)
ipm
pulg. Factor %
seg.
H35
N
2
19
51
75
80
32
18
0.080
1/4
0.120 – 0.400
70
0.240
200
0.3
3/8
50
1/2
0.140 – 0.400
30
0.280
0.5
5/8
0.150 – 0.400
25
0.300
0.8
3/4
0.170 – 0.400
15
0.310
180
1.3
Taza de flujo – lpm/scfh @ para la
fijación de 19 mm. (3/4 pulg.)
H35
N
2
Débit préliminaire
0 / 0
97 / 205
13 / 28
40 / 84
120 / 250