Búsqueda de averías de códigos de error (1 de 6) – Hypertherm HyPerformance HPR130 Manual Gas Manual del usuario
Página 104
MANTENIMIENTO
HPR130 Manual de gas
Manual de Instrucciones
5-7
5
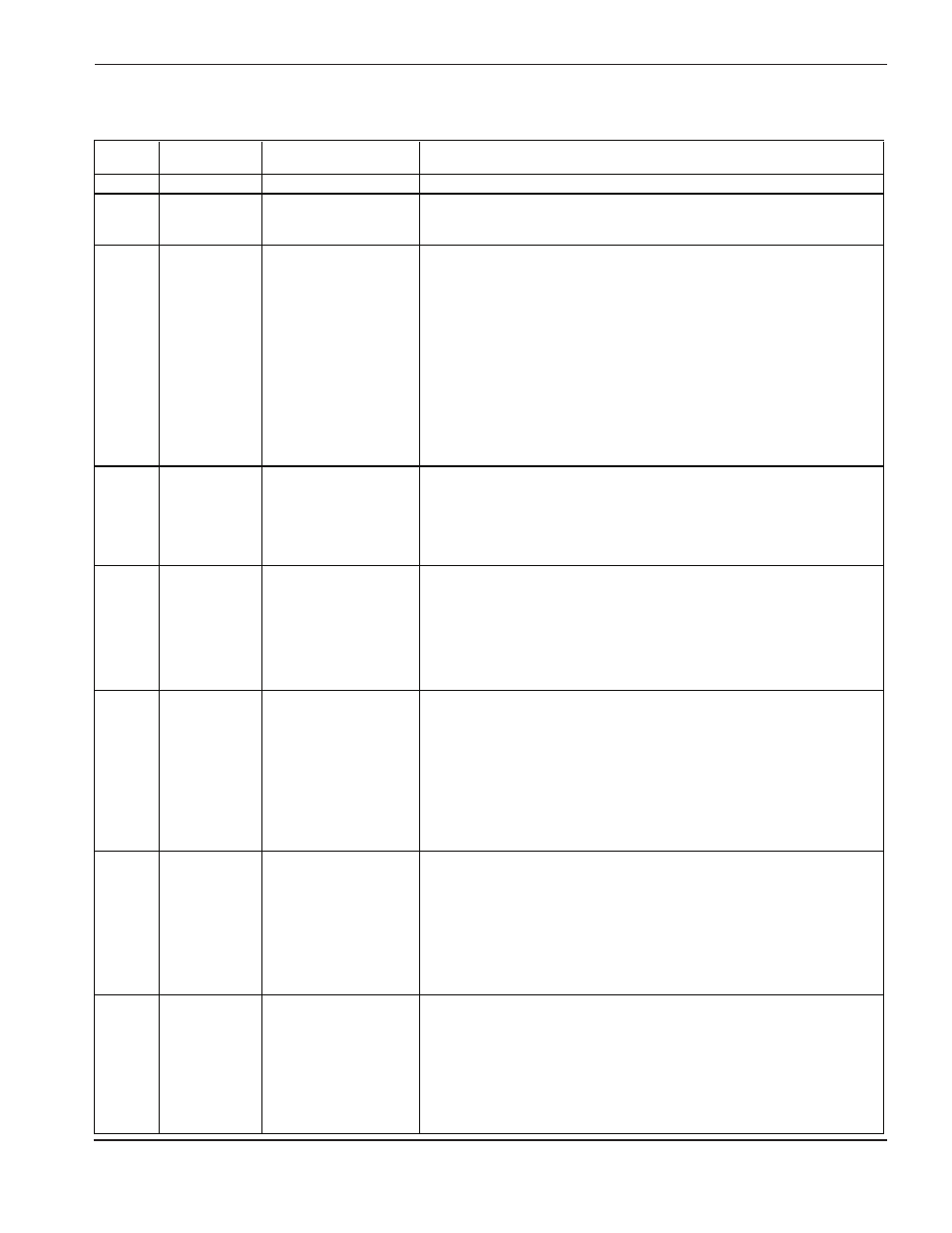
Búsqueda de averías de códigos de error (1 de 6)
Código
de error
Nombre
Descripción
Acción correctiva
0
No error
Sistema listo a funcionar.
No se necesita
1. Verifique filtros de refrigerante, cambiarlos si preciso.
2. Verifique que no haya restricciones en el sistema del refrigerante.
1. Verifique que todas las piezas consumibles estén en buena condición.
2. Verifique las fijaciones sean apropiadas para “PREFLOW” (preflujo) y CUTFLOW
(flujo de corte).
3. Lleve a cabo la prueba de fugas o escapes.
4. Verifique que haya chispa a través del despeje de chispa.
5. Inspeccione CON1 y el relevador del arco piloto para ver que no haya desgaste
excesivo.
6. Lleve a cabo la prueba del flujo de gas (véase sección de
Mantenimiento).
7. Lleve a cabo la prueba de los cables de la antorcha (véase sección de
Mantenimiento).
8. Lleve a cabo la prueba del circuito de arranque (véase sección de
Mantenimiento).
9. Lleve a cabo la prueba del “chopper” (véase sección de
Mantenimiento).
1. Verifique que haya la altura apropiada de perforación.
2. Verifique que haya las fijaciones apropiadas de “PREFLOW” (preflujo) y
“CUTFLOW” (flujo de corte).
3. Inspeccione el cable de trabajo para ver que no haya daños o conexiones flojas.
4. Lleve a cabo la prueba de corriente (véase sección de
Mantenimiento).
1. Verifique que las piezas consumibles estén en buena condición.
2. Verifique las fijaciones apropiadas del gas CUTFLOW (flujo de corte)
3. Verifique el tiempo de demora de perforación.
4. Verifique que el arco no perdió contacto con la placa mientras estaba cortando,
por ejemplo, mientras se estaba cortando huecos o materiales de desechos.
5. Lleve a cabo la prueba del “chopper” (véase sección de
Mantenimiento).
1. Verifique que las piezas consumibles estén en buena condición.
2. Verifique las fijaciones apropiadas del “CUTFLOW” (flujo de corte).
3. Verifique el tiempo de demora de perforación.
4. Verifique que el arco no perdió contacto con la placa mientras estaba cortando,
por ejemplo, mientras estaba cortando huecos, o materiales de desecho.
5. Inspeccione el cable de trabajo para ver que no haya daño o conexiones flojas.
6. Trate de conectar el cable de trabajo directamente a la pieza de trabajo.
7. Lleva a cabo la prueba del “chopper” (véase sección de
Mantenimiento).
1. Verifique el voltaje de fase a fase a la fuente de energía.
2. Desconecte la potencia a la fuente de energía, quite la tapa del contactor e
inspeccione los contactos para cerciorarse que no haya desgaste excesivo.
3. Inspeccione el cable de potencia primaria, el contactor y la entrada al “chopper”
para ver que no haya conexiones flojas.
4. Inspeccione los fusibles de pérdida de fase en la tablilla de distribución de
potencia. Reemplace la tablilla si los fusibles están abiertos o quemados.
5. Lleve a cabo la prueba de pérdida de fase (véase sección de Mantenimiento).
1. Si se está usando un relevador mecánico para proporcionar una señal de
arranque al HPR, este relevador ya sea está dando bote cuando se activa o los
contactos están defectuosos. Reemplace el relevador.
2. Inspeccione el cable de interface, para ver que no haya daño, encrespados
(crimps) defectuosos o malas conexiones eléctricas.
3. Si el cable de interface está bueno y el relevador no está impulsando la entrada
de arranque, el CNC está soltando la señal de arranque antes de que un arco de
estado constante haya sido establecido.
Se ha perdido la
señal de
arranque.
Se recibió la señal de
arranque y luego se perdió
antes de que se haya
establecido el arco.
Transferencia
perdida
Sobre presión de
la bomba
Salida de bomba excede
13,79 bar (libras por
pulgada cuadrada).
18
31
Pérdida de
corriente
Se ha perdido la corriente
desde el “chopper”
después de la
transferencia.
No hay arco
piloto
Pérdida de fase
Hay un desequilibrio de
fase en el “chopper”
después de que se puso a
funcionar el contactor, o
mientras se estaba
cortando.
27
No se ha detectado
corriente desde el
“chopper” al momento de
ignición y antes de la
medición final de
1 segundo del
temporizador.
26
24
Después de la
transferencia del arco, se
perdió la señal de
transferencia.
No hay
transferencia de
arco
No se ha detectado
corriente en el cable de
trabajo 500 milisegundos
después de que la corriente
de arco piloto fue
establecida.
21
20