13 medir plano (ciclo 431, din/iso: g431), Desarrollo del ciclo – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Manual del usuario
Página 405
HEIDENHAIN TNC 620
405
16.13 MEDIR PLANO (ciclo 431, DIN/ISO: G431)
16.13 MEDIR PLANO (ciclo 431,
DIN/ISO: G431)
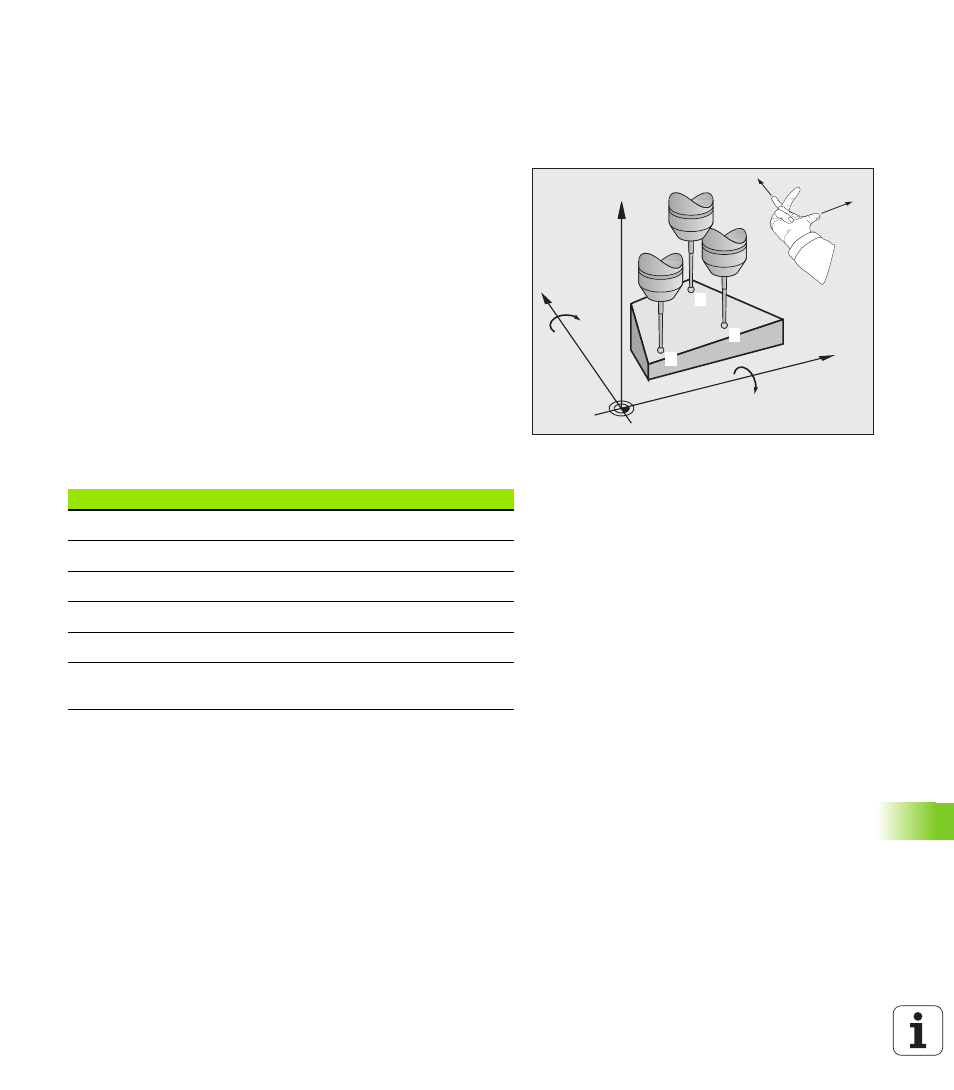
Desarrollo del ciclo
El ciclo de palpación 431 calcula el ángulo de un plano mediante la
medición de tres puntos y memoriza los valores en los parámetros del
sistema.
1
El TNC posiciona el palpador en avance rápido (valor de columna
FMAX) y según la lógica de posicionamiento Ver “Ejecutar ciclos
de palpación” en pág. 283 hacia el punto de palpación programado
1
y mide allí el primer punto del plano. Para ello, el TNC desplaza el
palpador según la distancia de seguridad en la dirección opuesta a
la palpación
2
A continuación el palpador retrocede a la altura de seguridad,
después en el plano de mecanizado al punto de palpación
2
y allí
mide el valor real del segundo punto del plano
3
A continuación el palpador retrocede a la altura de seguridad,
después en el plano de mecanizado al punto de palpación
3
y allí
mide el valor real del tercer punto del plano
4
Para finalizar el TNC hace rectroceder el palpador a la altura de
seguridad y memoriza los valores angulares calculados en los
siguientes parámetros Q:
X
Z
Y
1
2
3
+X
+Y
A
B
Nº de parámetro
Significado
Q158
Ángulo de proyección del eje A
Q159
Ángulo de proyección del eje B
Q170
Ángulo espacial A
Q171
Ángulo espacial B
Q172
Ángulo espacial C
Q173 a Q175
Valores de medición en el eje de
palpación (primer hasta tercer medición)