Llamada al ciclo – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Manual del usuario
Página 197
HEIDENHAIN TNC 620
197
8.2 SUPERFICIE CILINDRICA (ciclo
27
, DIN/ISO: G127
, opción de sof
tw
a
re
1)
8.2 SUPERFICIE CILINDRICA
(ciclo 27, DIN/ISO: G127, opción
de software 1)
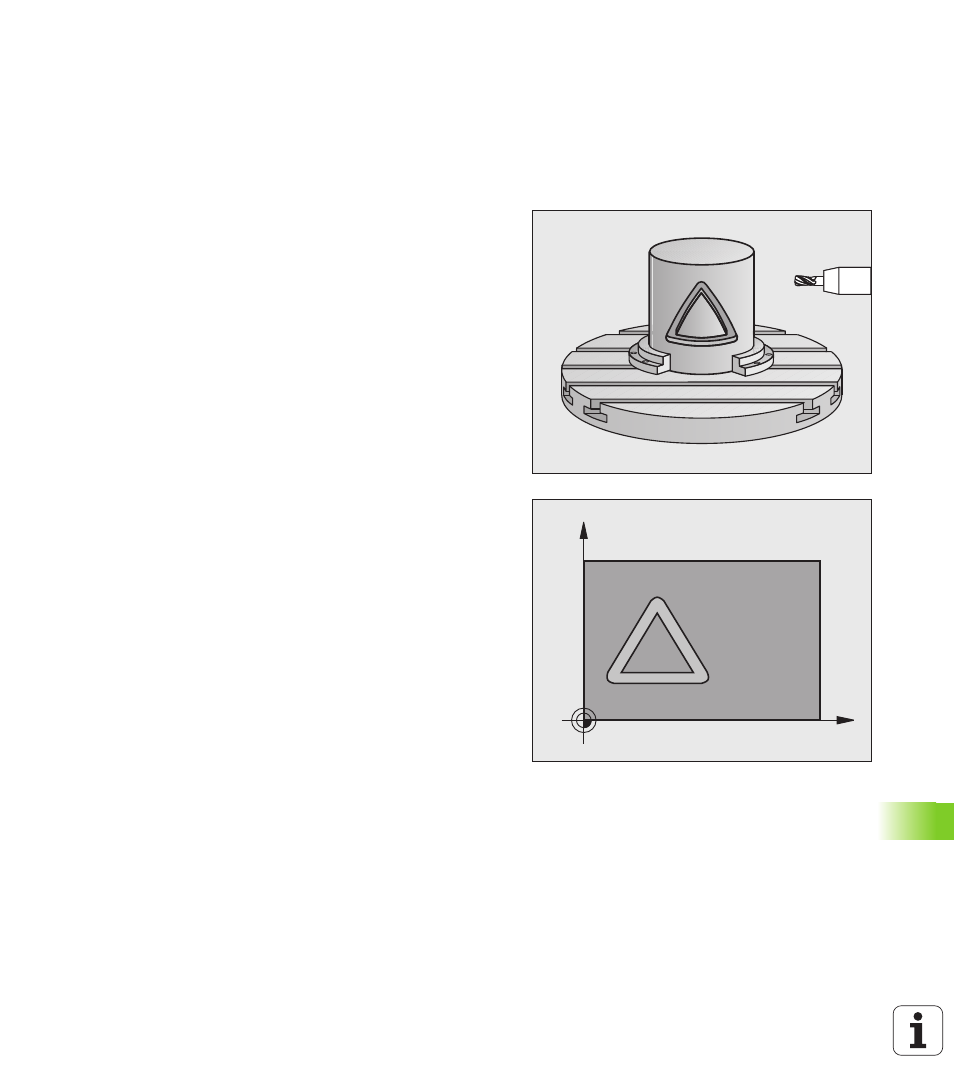
Llamada al ciclo
Con este ciclo se puede mecanizar un contorno cilíndrico previamente
programado según el desarrollo de dicho cilindro. El ciclo 28 se utiliza
para fresar la guía de una ranura en un cilindro.
El contorno se describe en un subprograma, determinado a través del
ciclo 14 (CONTORNO).
En el subprograma se describe siempre el contorno con las
coordenadas X e Y, independientemente de qué ejes giratorios existan
en la máquina. Por tanto, la descripción del contorno es independiente
de la configuración de la máquina. Como funciones para programar
trayectorias se dispone de L, CHF, CR, RND y CT.
Las indicaciones para el eje angular (coordenadas X) pueden ser
introducidas en grados o en mm (pulgadas) (se determina en la
definición del ciclo Q17).
1
El TNC posiciona la hta. sobre el punto de profundización; para ello
se tiene en cuenta la sobremedida de acabado lateral
2
En la primera profundidad de paso la hta. fresa el contorno
programado con el avance de fresado Q12
3
Al final del contorno el TNC desplaza la hta. a la distancia de
seguridad y retrocede al punto de profundización;
4
Se repiten los pasos 1 a 3, hasta alcanzar la profundidad de fresao
Q1 programada
5
A continuación la hta. se desplaza a la distancia de seguridad
C
Z