Superficie regular (ciclo g231), 9 ciclos p ar a el p lanead o – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 339
iTNC HEIDENHAIN 530
315
8.9 Ciclos p
ar
a el p
lanead
o
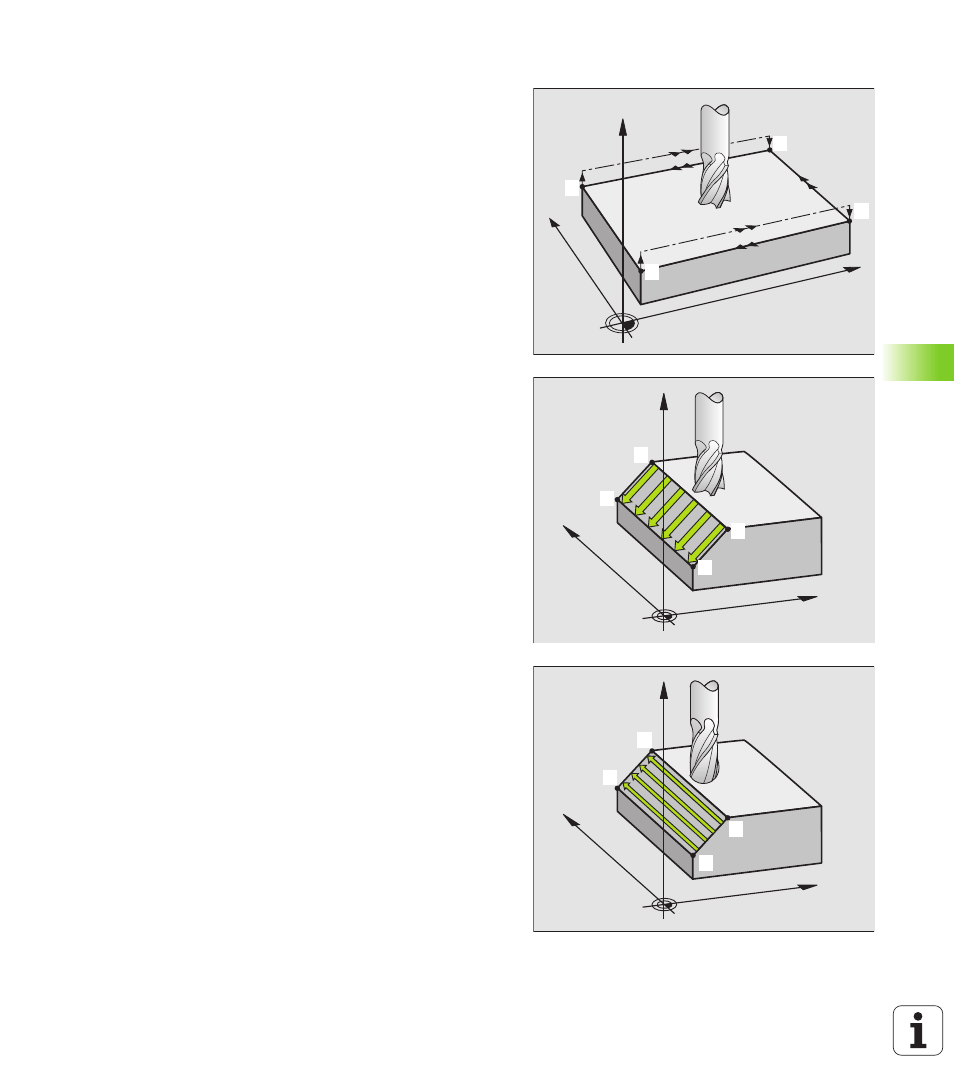
SUPERFICIE REGULAR (ciclo G231)
1
El TNC posiciona la hta. con un movimiento 3D desde la posición
actual al punto de partida
1
2
A continuación la hta. se desplaza con el avance de fresado
programado al punto final
2
3
Desde allí el TNC desplaza la herramienta en marcha rápida según
el diámetro de la herramienta en dirección positiva del eje del
cabezal y a continuación al punto de partida
1
4
En el punto inicial
1
el TNC desplaza la herramienta de nuevo al
valor Z alcanzado por última vez
5
A continuación el TNC desplaza la hta. en los tres ejes desde el
punto
1
en dirección al punto
4
hasta la siguiente línea
6
Después el TNC desplaza la hta. al punto final de esta línea. El TNC
calcula el punto final del punto
2
y de la desviación en la dirección
del punto
3
7
El planeado se repite hasta mecanizar completamente la superficie
programada
8
Al final el TNC posiciona la hta. según el diámetro de la misma
sobre el punto más elevado programado en el eje de la hta.
Dirección de corte
El punto de partida y por lo tanto la dirección de fresado son de libre
elección, ya que la hta. realiza los cortes fundamentalmente del punto
1
al punto
2
y el recorrido total va del punto
1
/
2
al punto
3
/
4
. El punto
1
se puede colocar en cada esquina de la superficie a mecanizar.
La calidad de la superficie al utilizar una fresa cilíndrica se puede
optimizar:
n
Mediante cortes de percusión (coordenada del eje de la hta. punto
1
mayor a la coordenada del eje de la hta. punto
2
) en superficies de
poca inclinación.
n
Mediante cortes de arrastre (coordenada del eje de la hta. punto
1
menor a la coordenada del eje de la hta. punto
2
) en superficies muy
inclinadas.
n
En superficies inclinadas, colocar la dirección del movimiento
principal (del punto
1
al punto
2
) en la dirección de la inclinación más
acusada
X
Y
Z
1.
1.
1.
4
1.
3
1.
2
X
Y
Z
1.
1.
1.
2
1.
3
1.
4
X
Y
Z
1.
1.
1.
4
1.
2
1.
3