HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 254
230
8 Programación: Ciclos
8.3 Ciclos p
ar
a taladr
ado
t
a
ladr
ad
o d
e r
o
sca y fr
esad
o d
e r
o
sca
U
U
U
U
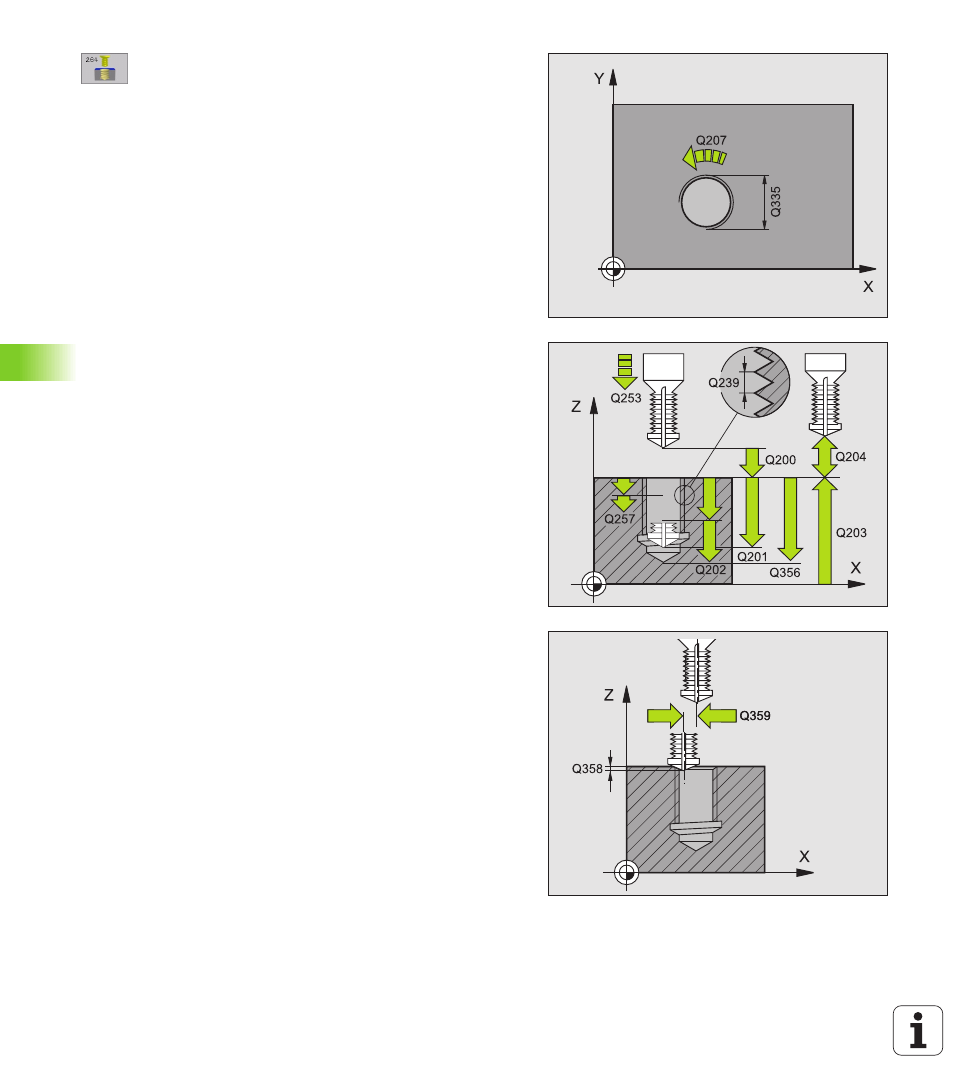
Diámetro nominal
Q335: Diámetro de nominal de la
rosca
U
U
U
U
Paso de rosca
Q239: Paso de rosca. El signo
determina si el roscado es a derechas o a izquierdas:
+= rosca a derechas
– = rosca a izquierdas
U
U
U
U
Profundidad de roscado
Q201 (incremental):
Distancia entre la superficie de la herramienta y la
base de roscado
U
U
U
U
Profundidad de taladrado
Q356: (valor incremental):
Distancia entre la superficie de la pieza y la base del
taladro
U
U
U
U
Avance del posicionamiento previo
Q253: Velocidad
de desplazamiento de la hta. al profundizar en la pieza
o bien al salir de la misma en mm/min
U
U
U
U
Tipo de fresado
Q351: tipo de fresado con M03
+1 = fresado sincronizado
–1 = fresado a contramarcha
U
U
U
U
Paso de profundización
Q202 (incremental): medida
según la cual la herramienta penetra cada vez más en
la pieza. La profundidad de taladrado no tiene porqué
ser múltiplo del paso de profundización. El TNC se
desplaza en un sólo paso de mecanizado a la
profundidad total cuando:
n
El paso de profundización y la profundidad total son
iguales
n
El paso de profundización es mayor a la profundidad
total
U
U
U
U
Distancia de parada previa arriba
Q258
(incremental): distancia de seguridad para el
posicionamiento en marcha rápida, cuando el TNC
desplaza de nuevo la herramienta después de
retroceder el taladro al paso de profundización actual
U
U
U
U
Profundidad de taladrado hasta arranque de
viruta
Q257 (incremental): aproximación, a partir de
la cual el TNC lleva a cabo un arranque de viruta. No
se produce rotura de virutas si se introduce 0
U
U
U
U
Retroceso durante la rotura de viruta
Q256
(incremental): valor según el cual el TNC retira la
herramienta para el arranque de viruta
U
U
U
U
Profundidad de fresado frontal
Q358 (incremental):
Distancia entre la superficie de la pieza y la punta de
la herramienta en profundización frontal
U
U
U
U
Desvío en la profundización frontal
Q359
(incremental): Distancia según la cual el TNC desplaza
el centro de la herramienta desde el centro de
taladrado