Planeado (ciclo g230), 9 ciclos p ar a el p lanead o – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 337
iTNC HEIDENHAIN 530
313
8.9 Ciclos p
ar
a el p
lanead
o
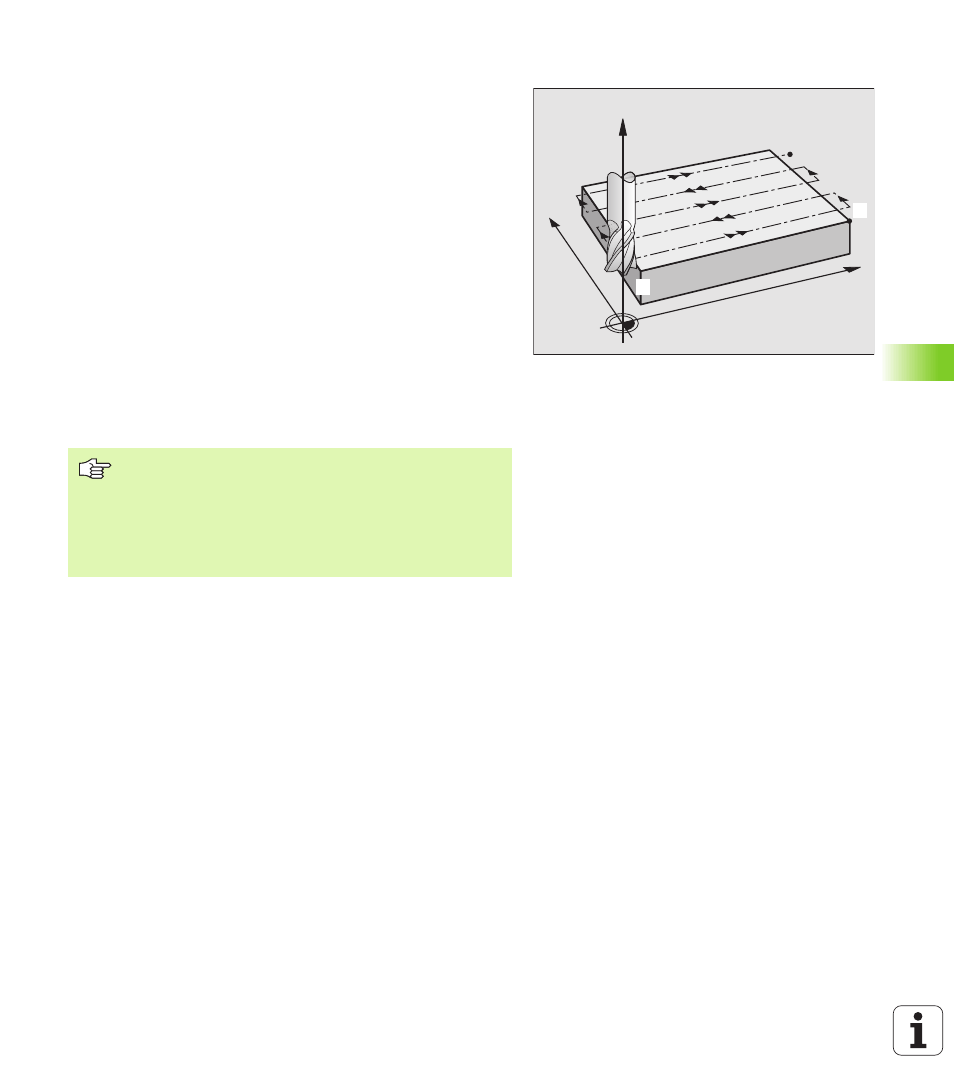
PLANEADO (ciclo G230)
1
El TNC posiciona la hta. en marcha rápida desde la posición actual
en el plano de mecanizado hasta el punto de partida
1
; para ello el
TNC desplaza la hta. según el radio de la misma por la izquierda
hacia arriba
2
A continuación la hta. se desplaza en el eje de la misma en marcha
rápida a la distancia de seguridad y posteriormente con el avance
de profundización sobre la posición inicial programada en el eje de
la herramienta.
3
Después la hta. se desplaza con el avance de fresado sobre el
punto final
2
; el TNC calcula el punto final en base al punto inicial
programado, la longitud y el radio de la hta.
4
El TNC desplaza la herramienta con avance de fresado transversal
sobre el punto de partida de la siguiente línea; el TNC calcula este
desplazamiento con la anchura y el número de cortes
programados.
5
Después la herramienta se retira en dirección negativa al 1er eje
6
El planeado se repite hasta mecanizar completamente la superficie
programada
7
Al final el TNC retira la hta. en marcha rápida a la distancia de
seguridad
X
Y
Z
1.
1.
1.
2
Antes de la programación debe tenerse en cuenta
El TNC posiciona la herramienta desde la posición actual,
primero en el plano de mecanizado y a continuación en el
eje de la herramienta sobre el punto de partida.
Posicionar previamente la herramienta, de forma que no
se produzca ninguna colisión con la pieza o la sujeción.