Desarrollo del ciclo – HEIDENHAIN TNC 620 (34056x-04) Cycle programming Manual del usuario
Página 231
SUPERFICIE REGLADA (Ciclo 231, DIN/ISO: G231, opción de
software 19)
10.3
10
TNC 620 | Modo de Empleoprogramación de ciclos | 1/2014
231
10.3
SUPERFICIE REGLADA (Ciclo 231, DIN/
ISO: G231, opción de software 19)
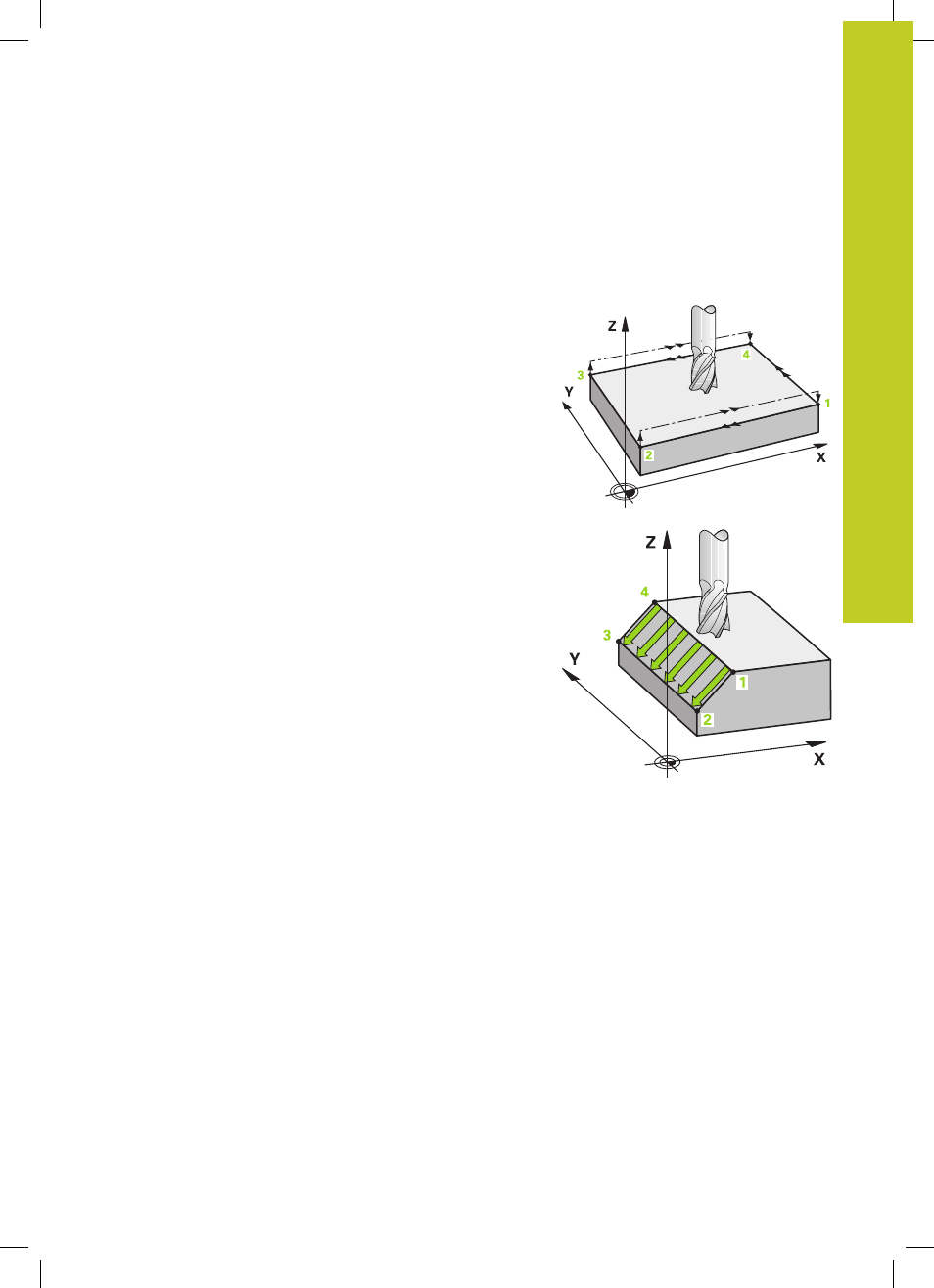
Desarrollo del ciclo
1 El TNC posiciona la herramienta, partiendo de la posición actual
con un movimiento recto en 3D, en el punto de partida
1
2 A continuación, la herramienta se desplaza, con el avance al
fresar programado, hasta el punto final
2
3 Allí el TNC desplaza la herramienta en marcha rápida
FMAX,
según el diámetro de la herramienta, en la dirección positiva del
eje de la herramienta y luego la hace volver al punto de partida
1
4 En el punto de partida
1
, el TNC desplaza de nuevo la
herramienta hasta el último valor Z al que se había accedido
5 A continuación, el TNC desplaza la herramienta en los tres
ejes partiendo del punto
1
en dirección al punto
4
en la línea
siguiente
6 Después el TNC desplaza la hta. hasta el punto final de esta
línea. El TNC calcula el punto final según el punto
2
y un
movimiento en dirección al punto
3
7 El planeado se repite hasta mecanizar completamente la
superficie programada
8 Al final el TNC posiciona la hta. según el diámetro de la misma
sobre el punto más elevado programado en el eje de la hta.