Ejecucion de datos 3d (ciclo 30), 8 ciclos par a el planeado – HEIDENHAIN iTNC 530 (340 422) Manual del usuario
Página 417
HEIDENHAIN iTNC 530
417
8.8 Ciclos par
a
el planeado
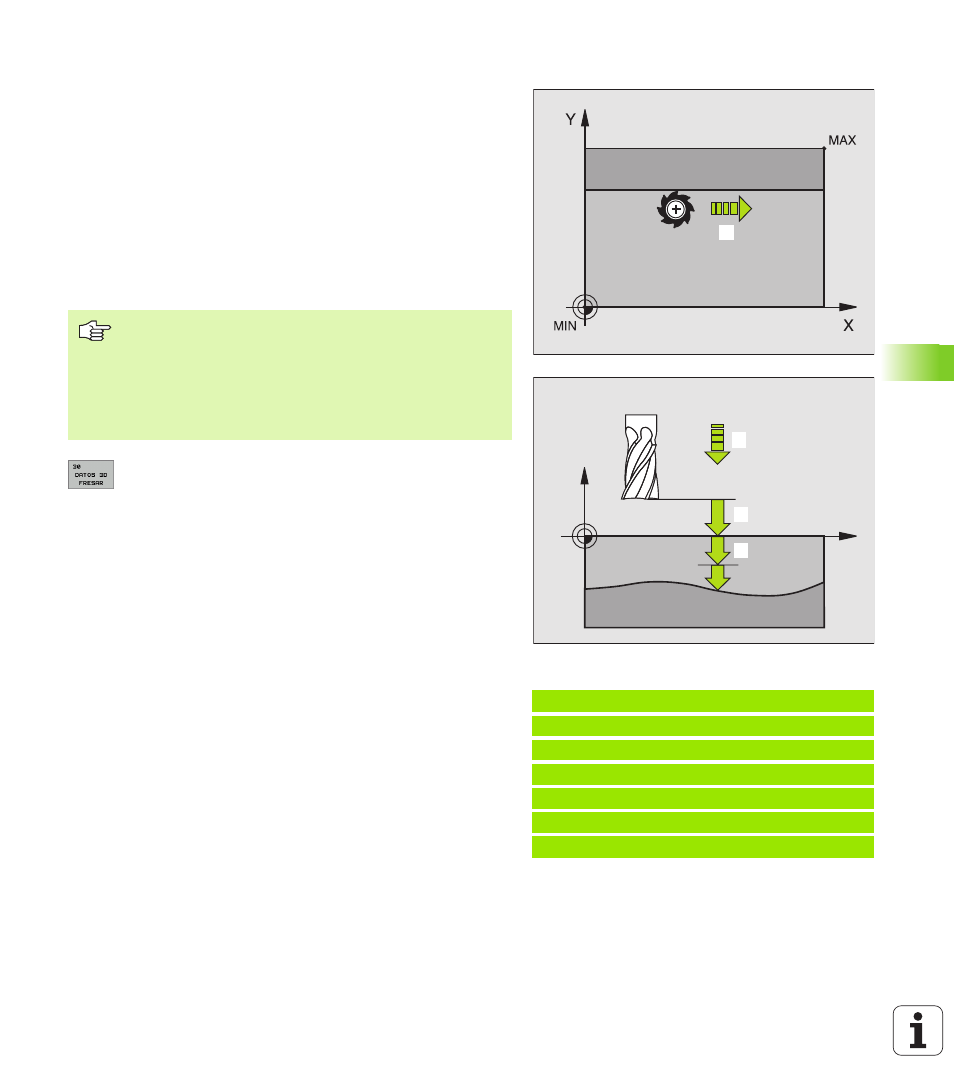
EJECUCION DE DATOS 3D (ciclo 30)
1
El TNC posiciona la hta. en marcha rápida FMAX a la distancia de
seguridad desde la posición actual en el eje de la hta. hasta el
punto MAX programado en el ciclo
2
A continuación el TNC desplaza la hta. en el plano de mecanizado
con FMAX al punto MIN programado en el ciclo
3
Desde allí la hta. se desplaza con avance de profundización al
primer punto del contorno
4
Después se ejecutan todos los puntos memorizados en los
ficheros con los datos 3D con avance de fresado; si es preciso
durante la ejecución el TNC se desplaza a la distancia de seguridad
para sobrepasar las zonas sin mecanizar
5
Al final el TNC retira la hta. con FMAX a la distancia de seguridad
8
Nombre del fichero de datos 3D
: Introducir el
nombre del fichero donde están memorizados los
datos; en el caso de que el fichero no se encuentre en
el directorio actual, introducir el camino de búsqueda
completo.
8
Punto MIN del campo
: Punto mínimo (coordenada X, Y
y Z) del campo en el que se quiere fresar
8
Punto MAX del campo
: Punto máximo (coordenada X,
Y y Z) del campo en el que se quiere fresar
8
Distancia de seguridad
1
(valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza en movimientos en marcha rápida
8
Profundidad de paso
2
(valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza
8
Avance al profundizar
3
: Velocidad de
desplazamiento de la hta. en la profundización en
mm/min
8
Avance en el fresado
4
: Velocidad de desplazamiento
de la hta. en el fresado en mm/min
8
Función auxiliar M
: Introducción opcional de una
función auxiliar, p.ej. M13
Ejemplo: Frases NC
64 CYCL DEF 30.0 TRABAJAR CON DATOS 3D
65 CYCL DEF 30.1 PGM DIGIT.: BSP.H
66 CYCL DEF 30.2 X+0 Y+0 Z-20
67 CYCL DEF 30.3 X+100 Y+100 Z+0
68 CYCL DEF 30,4 DIST. 2
69 CYCL DEF 30.5 PASO +5 F100
70 CYCL DEF 30.6 F350 M8
14
X
Z
11
13
12
Antes de la programación deberá tenerse en cuenta
Con el ciclo 30 se pueden ejecutar los programas de
diálogo en texto claro y los ficheros PNT.
Cuando se ejecutan ficheros PNT, en los que no hay
ninguna coordenada del eje de la hta., la profundidad de
fresado se produce en el punto MIN del eje de la hta.