HEIDENHAIN iTNC 530 (340 422) Manual del usuario
Página 145
HEIDENHAIN iTNC 530
145
4.14 F
uncionamient
o
del palet par
a
mecanizado con her
ramienta or
ientada
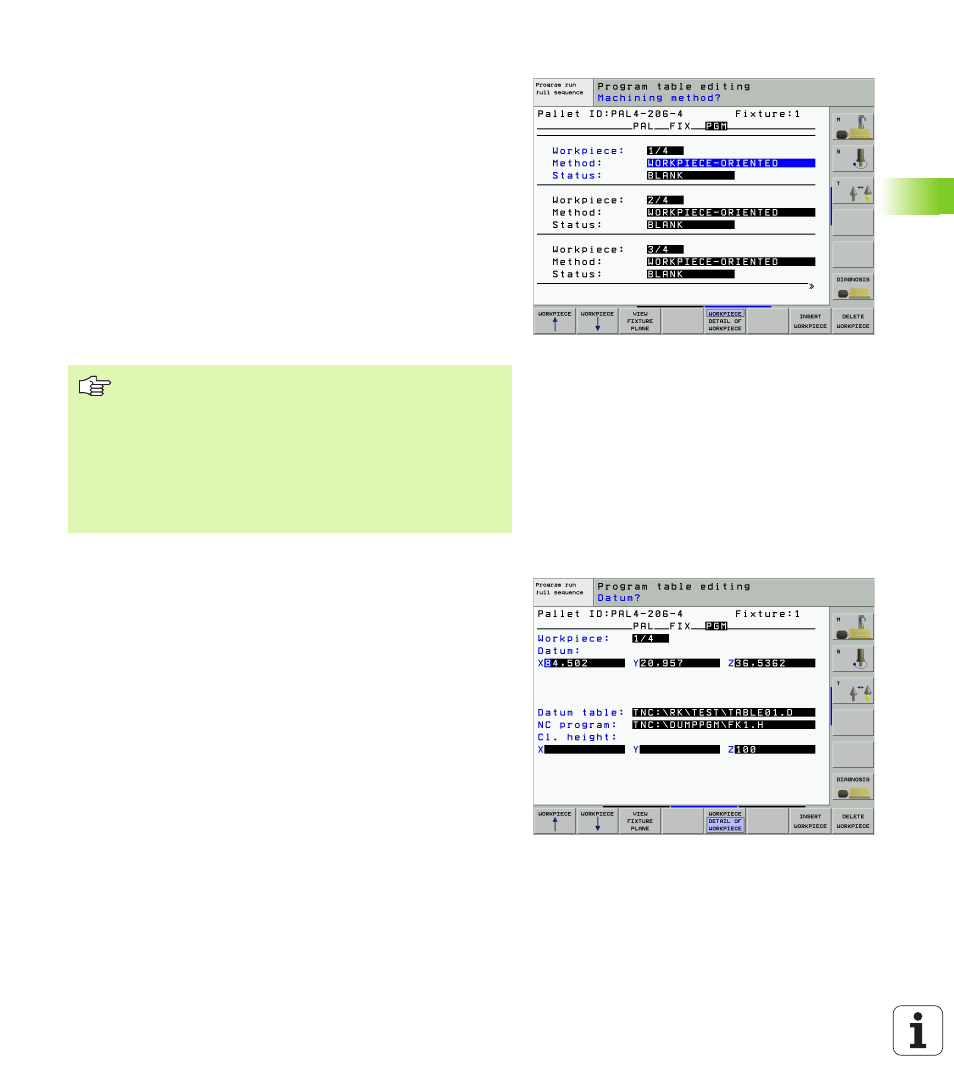
Determinar el plano de la pieza
Pieza
: El número de la pieza se visualiza, tras un impulso se muestra
la cantidad de piezas dentro de este plano de sujeción
Método
: Se puede seleccionar los métodos de mecanizado
WORKPIECE ORIENTED o bien TOOL ORIENTED. En la
visualización de tabla aparece la entrada WORKPIECE ORIENTED
con WPO y TOOL ORIENTED con TO.
Con la softkey UNIR/SEPARAR se identifican piezas, las cuales se
tienen en cuenta para el cálculo de procesos de mecanizado con
herramienta orientada. Las piezas unidas se caracterizan mediante
una línea interrumpida, las piezas separadas mediante una línea
contínua. En vista de tabla se identifica las piezas unidas en la
columna MÉTODO con CTO.
Estado
: Con la softkey PIEZA BRUTA se identifica la sujeción con sus
correspondientes herramientas como aún no mecanizada y se
introduce BLANK en el campo Estado. Utilizar la softkey LUGAR
LIBRE
, en caso de que se desee saltar la sujeción en el mecanizado,
en el cuadro Estado aparece VACÍO
Determinar los detalles en el plano de la pieza
Pieza
: El número de la pieza se visualiza, tras un impulso se muestra
la cantidad de piezas dentro de este nivel de sujeción o de palets
Punto cero
: Introducir el punto cero para el palet
Tabla NP
: Introducir el nombre y el camino de búsqueda de la tabla
de puntos cero, válidos para el mecanizado de la pieza. En el caso
de que se utilice la misma tabla de puntos cero para todas las piezas,
se introduce el nombre con el camino de búsqueda en los planos de
palets o de sujeción. Las indicaciones se aceptan automáticamente
en el plano de la pieza.
Programa NC
: Introducir el camino de búsqueda del programa NC, el
cual se necesita para el mecanizado de la pieza
Altura de seguridad
: (opcional): posición de seguridad para los
distintos ejes en relación a la pieza. Las posiciones indicadas sólo se
alcanzan cuando la macro NC ha leído estos valores y se han
programado correspondientemente.
Introducir el método y el estado en el nivel de palets o en
el de sujeción. La entrada será adoptada para todas las
piezas correspondientes.
Cuando existen varias variantes de una pieza dentro de un
plano, deberían indicarse las piezas de una misma variante
de forma sucesiva. En los mecanizados con herramienta
orientada se pueden denominar las piezas de la variante
correspondiente con la softkey UNIR/SEPARAR y
mecanizarlas por grupos.