7 rebaje inverso (ciclos 204, din/iso: g204), Desarrollo del ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 93
HEIDENHAIN iTNC 530
93
3.7 REBAJE INVER
SO (ciclos
204, DIN/ISO:
G204)
3.7 REBAJE INVERSO (ciclos 204,
DIN/ISO: G204)
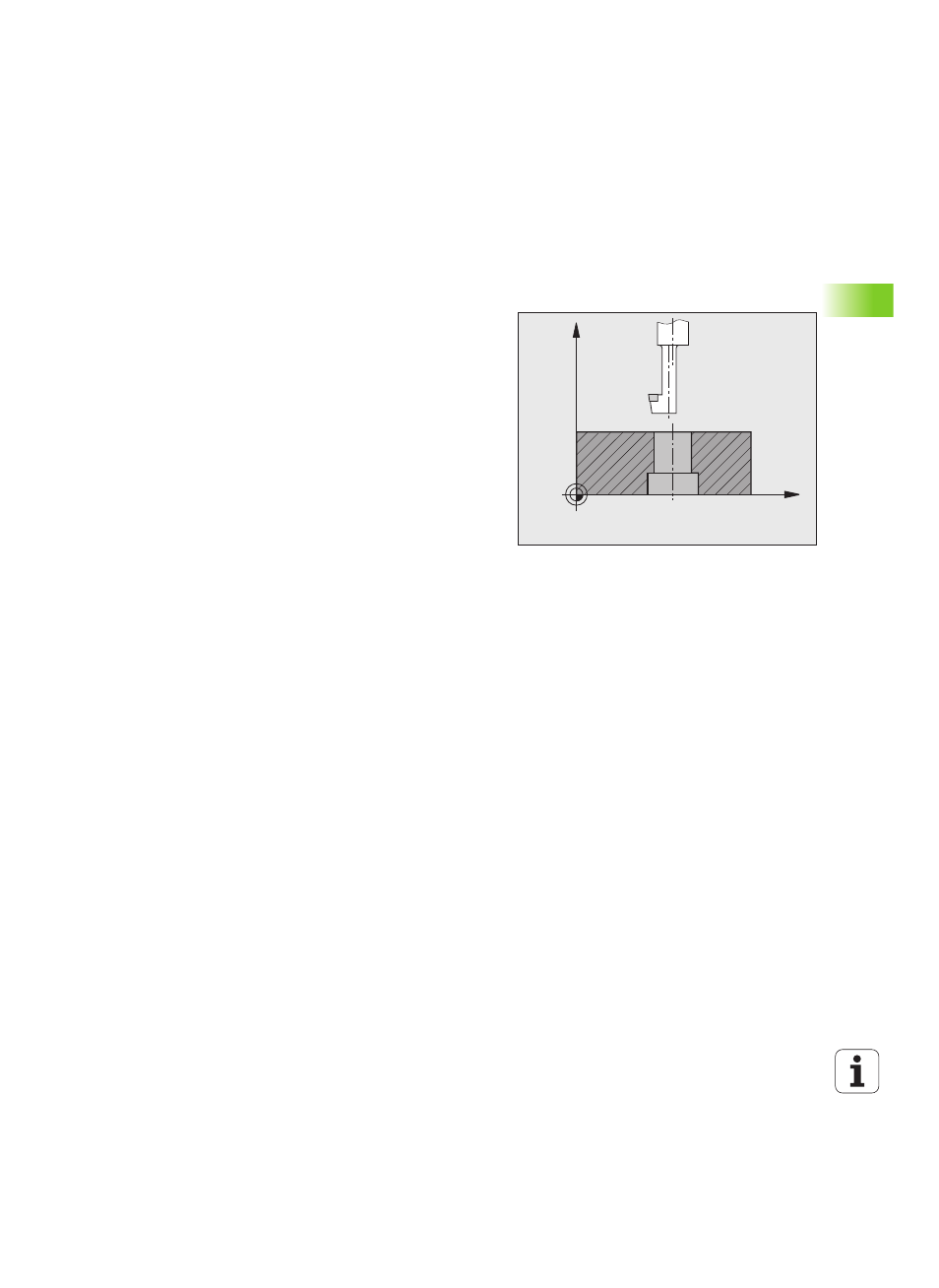
Desarrollo del ciclo
Con este ciclo se realizan profundizaciones que se encuentran en la
parte inferior de la pieza.
1
El TNC posiciona la herramienta en el eje de la misma en marcha
rápida FMAX a la distancia de seguridad sobre la superficie de la
pieza
2
El TNC realiza una orientación del cabezal sobre la posición 0° y
desplaza la hta. según la cota de excentricidad
3
A continuación la hta. profundiza con el avance de posicionamiento
previo a través del taladro ya realizado anteriormente, hasta que la
cuchilla se encuentra a la distancia de seguridad por debajo de la
pieza
4
Ahora el TNC centra la hta. de nuevo al centro del taladro, conecta
el cabezal y si es preciso el refrigerante y se desplaza con el avance
de rebaje a la profundidad de rebaje programada
5
Si se ha programado un tiempo de espera, la hta. espera en la base
de la profundización y se retira de nuevo del taladro, ejecuta una
orientación del cabezal y se desplaza de nuevo según la cota de
excentricidad
6
A continuación, el TNC retira la hta. con el avance de
posicionamiento previo a la distancia de seguridad, y desde allí, si
se ha programado, con FMAX a la 2ª distancia de seguridad.
X
Z