Parámetros de ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 149
HEIDENHAIN iTNC 530
149
5.2 CAJERA RECT
ANGULAR (ciclo
251, DIN/ISO:
G251)
Parámetros de ciclo
Tipo de mecanizado (0/1/2)
Q215: Determinación
del tipo de mecanizado:
0
: Desbaste y Acabado
1
: Sólo Desbaste
2
: Sólo Acabado
Acabado lateral y acabado en profundidad solo serán
ejecutados si se ha definido la sobremedida de
acabado correspondiente (Q368, Q369)
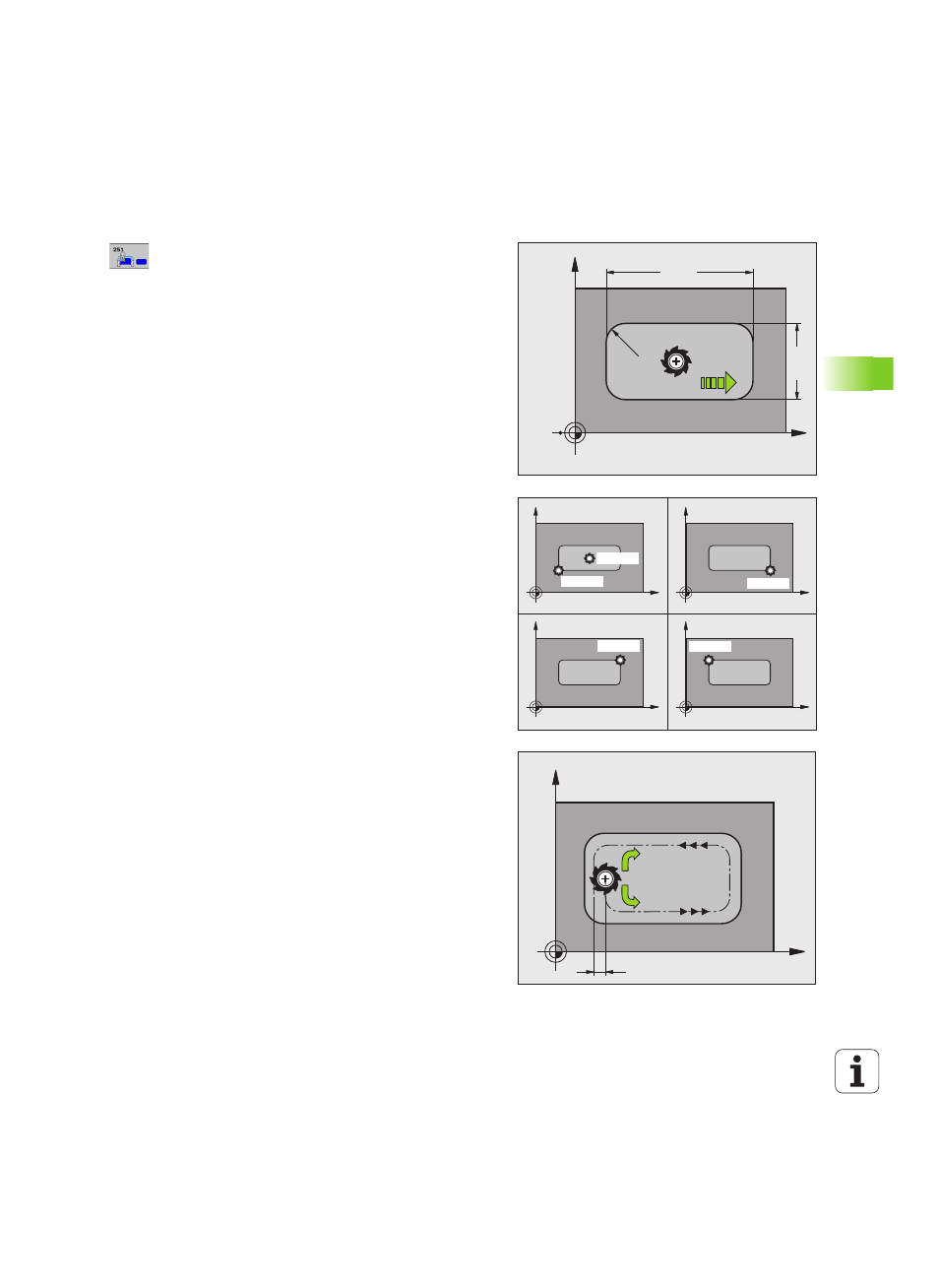
Longitud lado 1
Q218 (valor incremental): Longitud
de la cajera, paralela al eje principal del plano de
mecanizado. Campo de introducción 0 a 99999,9999
Longitud lado 2
Q219 (valor incremental): Longitud
de la cajera, paralela al eje auxiliar del plano de
mecanizado. Campo de introducción 0 a 99999,9999
Radio de la esquina
Q220: Radio de la esquina de la
cajera. Si el radio de herramienta activo se ha
introducido como 0 o inferior, el TNC fija el radio de la
esquina igual al radio de la herramienta En estos
casos, el TNC no emite un mensaje de error. Campo
de introducción 0 a 99999,9999
Sobremedida acabado lateral
Q368 (valor
incremental): Sobremedida de acabado en el plano de
mecanizado. Campo de introducción 0 a 99999,9999
Angulo de giro
Q224 (valor absoluto): Angulo sobre el
que gira toda la cajera. El centro del giro está en la
posición en la que esté la herramienta en el momento
de llamar al ciclo. Campo de introducción -360,0000
hasta 360,0000
Posición de la cajera
Q367: posición de la cajera
referida a la posición de la herramienta en el
momento de llamar al ciclo:
0
: posición de la herramienta = centro de la cajera
1
: posición de la herramienta = esquina inferior
izquierda
2
: posición de la herramienta = esquina inferior
derecha
3
: posición de la herramienta = esquina superior
derecha
4
: posición de la herramienta = esquina superior
izquierda
Avance fresado
Q207: Velocidad de desplazamiento
de la hta. durante el fresado en mm/min. Campo de
introducción 0 a 99999,9999 alternativo FAUTO, FU, FZ
Tipo de fresado
Q351: Tipo de fresado con M3:
+1
= Fresado sincronizado
–1
= Fresado a contramarcha
alternativo PREDEF
X
Y
Q21
9
Q218
Q207
Q220
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= +1
Q351= 1