HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 327
HEIDENHAIN iTNC 530
327
12.7
TO
RNEAR
POR
INTERPOLA
CIÓN
(opción
de
sof
tw
ar
e,
ciclo
290,
DIN/ISO:
G290)
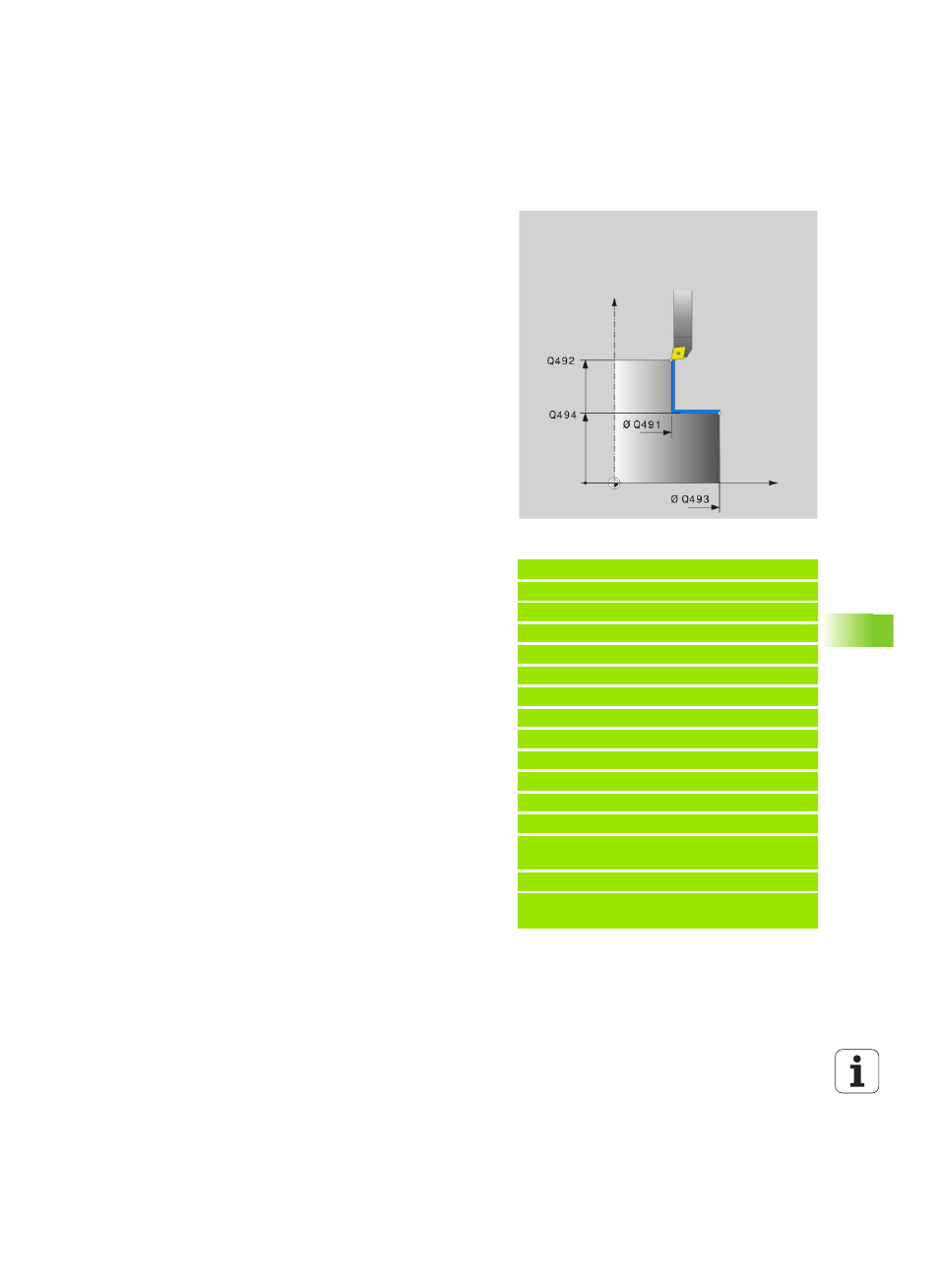
Diámetro de inicio de contorno
Q491 (absoluto):
introducir la esquina del punto inicial en X, diámetro.
Campo de introducción -99999,9999 hasta
99999,9999
Inicio de contorno Z
Q492 (absoluto): esquina del
punto inicial en Z. Campo de introducción
-99999,9999 hasta 99999,9999
Diámetro de final de contorno
Q493 (absoluto):
introducir la esquina del punto final en X, diámetro.
Campo de introducción -99999,9999 hasta
99999,9999
Final de contorno Z
Q494 (absoluto): esquina del
punto final en Z. Campo de introducción -99999,9999
hasta 99999,9999
Ángulo superficie de perímetro
Q495: ángulo de la
primera superficie a mecanizar en grados. Campo de
entrada -179,999 hasta 179,999
Ángulo superficie plano
Q496: ángulo de la segunda
superficie a mecanizar en grados. Campo de entrada
-179,999 hasta 179,999
Radio de la esquina de contorno
Q500: Redondeado
de esquina entre las superficies a mecanizar. Campo
de introducción 0 999,999
Ejemplo: Bloques NC
62 CYCL DEF 290 GIRAR POR INTERPOLACIÓN
Q200=2
;DISTANCIA DE SEGURIDAD
Q445=+50
;ALTURA SEGURIDAD
Q336=0
;ÁNGULO CABEZAL
Q440=20
;VELOCIDAD DE CORTE
Q441=0.75
;PROFUNDIZACIÓN
Q442=+0
;ÁNGULO INICIAL
Q443=-1
;DIRECCIÓN MECANIZADO
Q444=+6
;EJE DE INTERPOLACIÓN
Q491=+25
;DIÁMETRO INICIO CONTORNO
Q492=+0
;INICIO CONTORNO Z
Q493=+50
;FINAL CONTORNO X
Q494=-45
;FINAL CONTORNO Z
Q495=+0
;ÁNGULO SUPERFICIE
PERÍMETRO
Q496=+0
;ÁNGULO SUPERFICIE PLANO
Q500=4,5
;RADIO ESQUINA DE
CONTORNO