HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manual del usuario
Página 501
HEIDENHAIN iTNC 530
501
18
.5
COMPENSA
TION
PRESET
(ciclo
452,
DIN/ISO:
G452,
opción)
Si durante el mecanizado la bola de calibración puede quedarse fijada
en la bancada de la máquina, podrá compensar, por ejemplo, un Drift
de la máquina. Este proceso también es posible en una máquina sin
ejes giratorios.
1
Fijar la bola de calibración, prestar atención a la libertad de colisión
2
Fijar el preset en la bola de calibración
3
Fijar el preset en la pieza e iniciar el mecanizado de la pieza
4
Con el ciclo 452, en intervalos regulares realizar la compensación
de preset. Con ello, el TNC registra el Drift de los ejes involucrados
y lo corrige dentro de la cinemática
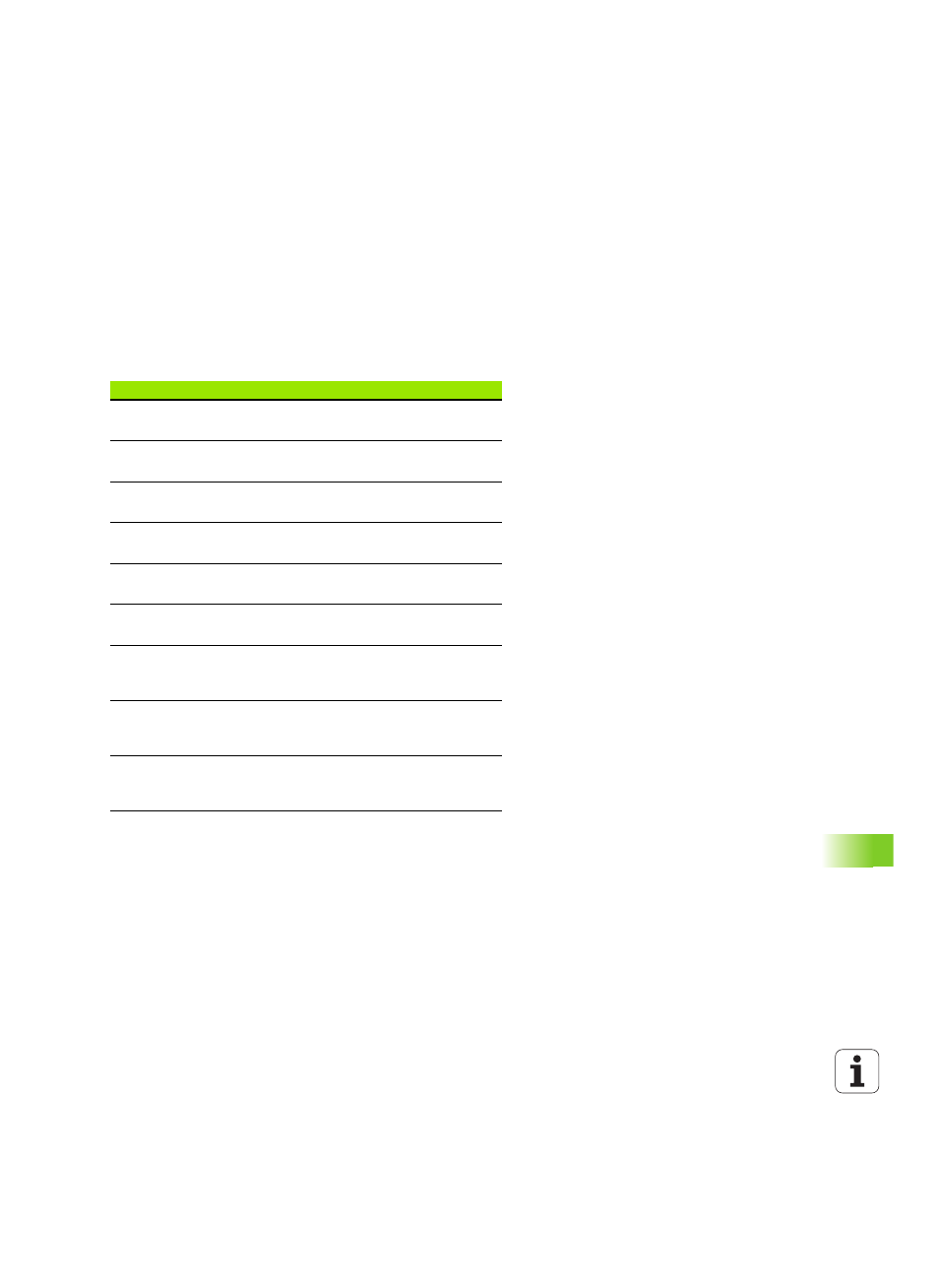
Nº de parámetro
Significado
Q141
Desviación estándar medida eje A (-1, si el
eje no se ha medido)
Q142
Desviación estándar medida eje B (-1, si el
eje no se ha medido)
Q143
Desviación estándar medida eje C (-1, si el
eje no se ha medido)
Q144
Desviación estándar optimizada eje A (-1,
si el eje no se ha medido)
Q145
Desviación estándar optimizada eje B (-1,
si el eje no se ha medido)
Q146
Desviación estándar optimizada eje C (-1,
si el eje no se ha medido)
Q147
Error de offset en dirección X para su
introducción manual en el parámetro de
máquina correspondiente
Q148
Error de offset en dirección Y para su
introducción manual en el parámetro de
máquina correspondiente
Q149
Error de offset en dirección Z para su
introducción manual en el parámetro de
máquina correspondiente